



2.5.2 数控车床的数控系统控制面板
由前面数控车床的基本结构及组成可以清楚,数控机床的操作完全要依赖于对数控系统的操作,所以数控机床没有传统机床的各种复杂操作变速手柄和摇把等,取而代之的是数控机床上的一块控制面板或者集中控制台。习惯上也有称为按钮站的。
一般情况下,一台数控机床的数控系统与机床部分是分别由不同的制造厂商生产的,机床部分由传统的机床制造厂来生产,并根据用户的需要来分别配备不同电子数控厂商所制造的自动控制数控系统,所以机床的控制面板一般分为两部分,一部分为数控系统控制面板,而另一部分为机床操作面板。
通常,该面板会分成上、下两部分放置,上部为用来对数控系统进行各种信息传输操作和控制的面板,称为数控系统控制面板;下部为用来对机床和其他部分进行操作和控制的面板,称为机床操作面板。
如图2-118所示是FANUC 6T数控系统的数控系统控制面板,如图2-119所示为FANU 0i-TA数控系统的控制面板,图2-120是它的MDI键盘放大图,其他数控系统的面板结构也与它们的结构大同小异,各个控制键的功能基本相同。

图2-118 FANUC 6T数控系统控制面板
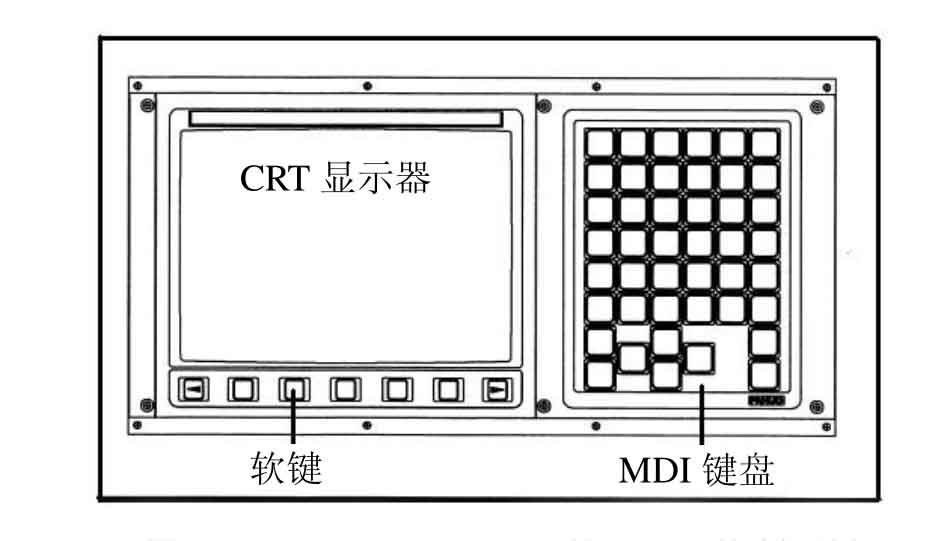
图2-119 FANUC 0i-TA 数控系统控制面板

图2-120 FANUC 0i-TA 系统的MDI键盘
整个控制面板是由左边的CRT彩色显示器和右边的MDI键盘两部分所组成。
1.CRT彩色显示器部分
在CRT彩色显示器的左边是CNC数控系统的总控制电源部分,包括电流表和按钮,按钮“ON”为电源接通,“OFF”为电源断开,电源按钮上方的电流表是为主轴负载表,用于显示主轴的功率大小。
CRT彩色显示器是数控计算机与操作者进行人机对话的可视化窗口,可以用来显示机床的各种参数和功能。在切削加工中可以显示程序的运行情况,在机床调整中可以显示刀具补偿值、机床参考点坐标、刀具起始点坐标等数值,在机床报警时可以显示报警信息、自诊断结果,在进行程序的调用和修改时显示当前程序等。
2.MDI键盘部分
MDI(Manual Data Import手动数据输入)是人工数据输入的意思,MDI键盘就是数据手动输入键盘。
除了一般键盘所必需的光标键CURSOR(指针)和页面键PAGE(页)外,整个键盘可划分为参数键、编辑键、输入/输出键、功能键和软键五个部分。
① 参数键 参数键用来输入各种参数,包括字母和数码及各种符号。
② 编辑键 编辑键也叫做程序编辑键,用来进行程序的修改编辑,各键的作用如下:
ALTER(改变,修改)键用于程序字的更改和替换;
INSRT(insert插入,嵌入)键用于对存储器中程序的修改插入;
DELET(delete删除)键用于程序内容的删除;
EOB(分号“;”)键,分号是程序段的结束符号,它具有结束程序段并换下一行的作用;
CAN(cancel删去,取消)键,用于对刚刚键入到缓存区的最后一个程序字符的删除。
③ 输入/输出键 输入/输出键用于对程序字、段或程序的输入和输出操作,其中:
INPUT(输入)键,用于将刚键入到缓存区的字符输入到系统的寄存区域内,即起输入到内存的作用。
每当用MDI键盘键入一个字符,该字符会出现在显示器底部第三行的键入缓存区中,以便进行键入内容的修改和确认。要把缓存区内容送进系统的存储器中,需要点击输入键INPUT,该动作称为信息的输入。
键入信息缓存区最多可以放32个字符,其位置如图2-121所示。

图2-121 屏幕下方的三行提示
OUTPUT(输出)键,用于程序的输出。
START(启动)键,用于启动程序。
④ 功能键 功能键是MDI键盘上最复杂、最重要的按键,它们囊括了整个数控系统的绝大多数功能。功能键主要包括下述按键:
POS(position位置)键,用来调出程序的当前坐标值,FANUC系统的坐标显示功能可以显示当前刀尖位置的绝对坐标值、相对坐标值、本程序段的剩余坐标值等几种坐标值。
PROG(program程序)键,用来进入程序库界面,在不同的机床工作方式下,可以对加工程序进行查找、浏览、调出、修改、输入和自动运行。
MENU(菜单)键,用于进入系统的主菜单窗口。
OFSET(offset偏移,弥补)键,可调出刀具参数库,以便进行刀具的各种参数的设置和调整,包括刀尖位置偏移补偿、刀尖圆弧偏移补偿。
FANUC系统还设置有刀尖磨损补偿界面。
DGNOS(diagnose诊断)键,用于进入系统的自诊断功能,运行自动诊断和诊断显示。
PARAM(parameter参数)键,用于进入系统参数库,以进行系统参数的设置和校对。系统参数库是存储数控系统的基本设置的专门数据库,其中的许多参数都是直接影响系统正常运行的必要设置,这些参数的正常状态是系统正常工作的基本保证。所以,除非是特殊需要,一般情况下是不允许随便打开和更改参数的。
OPR(operation操作)键,用于进入正常的加工操作。
ALARM(alarm警报)键,用于进入报警信息的显示与相关消除报警的操作。
AUX(auxil辅助),调用其他辅助功能。
GRAPH(graph图形,曲线),用于进入程序的图形显示界面。
⑤ 软键 软键是指具备软功能的键。
位于CRT彩色显示器的正下方的数个键(在FANUC系统的键盘上是七个键),其键面上没有字符功能的说明,因为这些键各自的具体功能不是单一的硬性功能,而是根据系统的当前路径的不同情况而分别承担不同的功能,例如,从如图2-122所示“程序”界面PROGRM的显示画面,可以看出,其下面还分为程序显示、程序检查显示、当前程序段显示、下一个程序段显示等很复杂的深层次树状网络结构,要继续向下进入,必须要利用更多的键操作,这就需要利用功能强大的软键系统来完成操作。如图2-123所示是“坐标位置”界面的显示画面,同样可以看到其复杂的下级网络,其每一级路径的进入都需要利用相对应的软键操作来完成。

图2-122 “程序”界面的下级路径显示
如图2-118和图2-119所示,一排软键在最左边和最右边的两个带有左右箭头的键具有方向功能,按左边的键可以从当前路径返回到上一级,所以也称为返回键,按最右边的键可以进入下一级菜单,称为继续菜单键或者称为扩展键、进级键。其中的五个键的功能将随进入路径位置的不同而随时变化,软键的当前功能将随时显示在CRT显示器的最下方各个软键的对应位置上,如图2-121和图2-124所示,所以说这些键都具有“软”功能,称为软功能键,或者直接称为软键。
⑥ 复位键RESET(reset复置,重置,重新就位)键,复位和重置都有重新再来的意思,其作用是重新恢复到程序头。
每当机床自动运行时,按下此键,则机床的所有操作都停下来。若需要恢复自动运行,滑板需要重新返回到参考点,程序将从头执行。
按下RESET复位键,则机床取消报警,系统复位,恢复到正常状态;主轴故障复位,或者自动退出程序。所以,复位键是在解除报警、排除故障之后,用来使系统恢复到原始位置时用的。
图2-123 POS菜单的下级路径

图2-124 软键功能显示
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









