



1.3.5 车床上的常用附件
车床加工中常要用到下列机床附件:
1.三爪自定心卡盘
三爪自定心卡盘的结构如图1-11所示,可通过法兰盘安装在主轴上。卡盘体中有一个大锥齿轮,它与3个沿圆周均匀分布且带有扳手孔的小锥齿轮啮合。用扳手插入扳手孔中使小锥齿轮转动,可带动大锥齿轮旋转,大锥齿轮背面的平面螺纹与3个卡爪背面的平面螺纹相啮合。卡爪随着大锥齿轮的转动可以作径向的移动,从而将工件夹紧或松开。
三爪自定心卡盘装夹工件可自动定心,不需找正,特别适合夹持横截面为圆形、正三角形、正六边形等工件。但是,三爪自定心卡盘夹持力小,传递扭矩不大,只适于装夹中小型工件。
2.四爪单动卡盘
四爪单动卡盘的结构如图1-12所示,其4个卡爪互不相关,每一个卡爪的背面有半瓣内螺纹与丝杆啮合,可以独立进行调整,而且四爪单动卡盘对工件的夹紧力较大。因此,四爪单动卡盘不但能够夹持横截面为圆形的工件,还能够夹持横截面为矩形、椭圆形及其他不规则形状的工件。
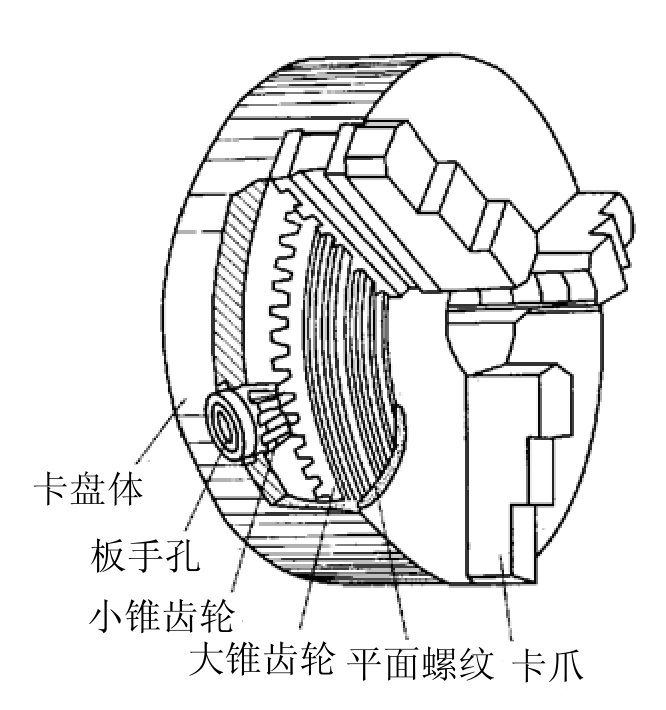
图1-11 三爪自定心卡盘
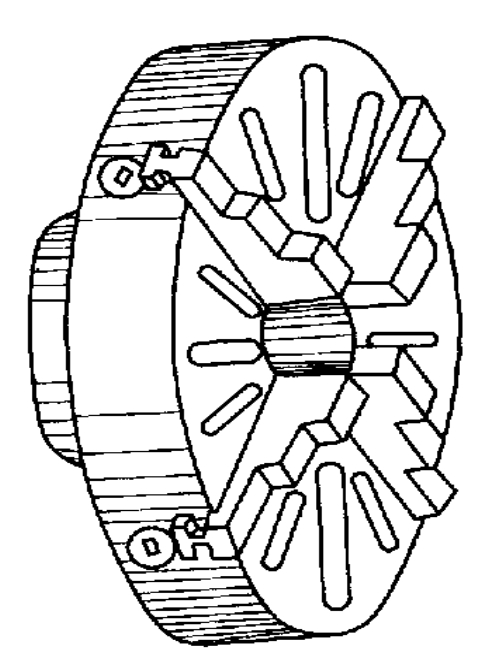
图1-12 四爪单动卡盘
由于四爪卡盘不能自动定心,装夹工件时必须仔细校正,因此,对工人的操作技能水平要求较高,在单件、小批量生产及大件生产中应用较多。
3.花盘
花盘是一种大型的回转夹具,适合于装夹形状不规则的箱、壳类、盖板类和杆类工件。如图1-13所示为连杆在花盘上的装夹情况。
使用花盘装夹工件时要特别注意装夹系统的回转平衡问题,如图1-13所示,当卡盘的回转中心与整个夹具系统的重心不相重合时,为了避免高速车削回转时所产生的离心惯性力,应在花盘上安装平衡块,以保证车削加工过程中主轴的平稳转动。
如图1-14所示为轴承座孔在车床上进行镗削加工时的装夹情况,为将轴承座的内孔轴线与机床主轴孔调同轴,在花盘上应用了角铁来完成工件的装夹。
4.中心架和跟刀架
中心架与跟刀架的结构如图1-15所示。车削细长轴时,由于工件的刚性很差,为防止工件在自重、离心力、切削力作用下产生弯曲变形,需采用中心架或跟刀架。
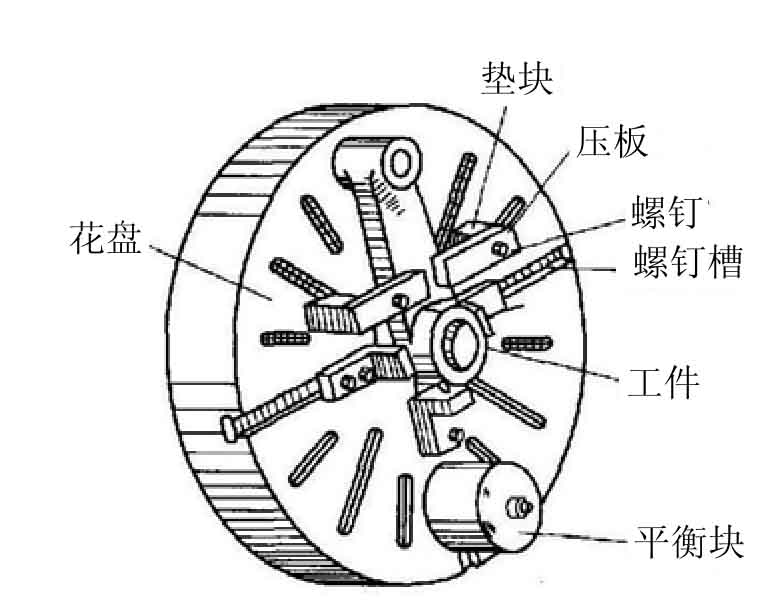
图1-13 花盘的装夹
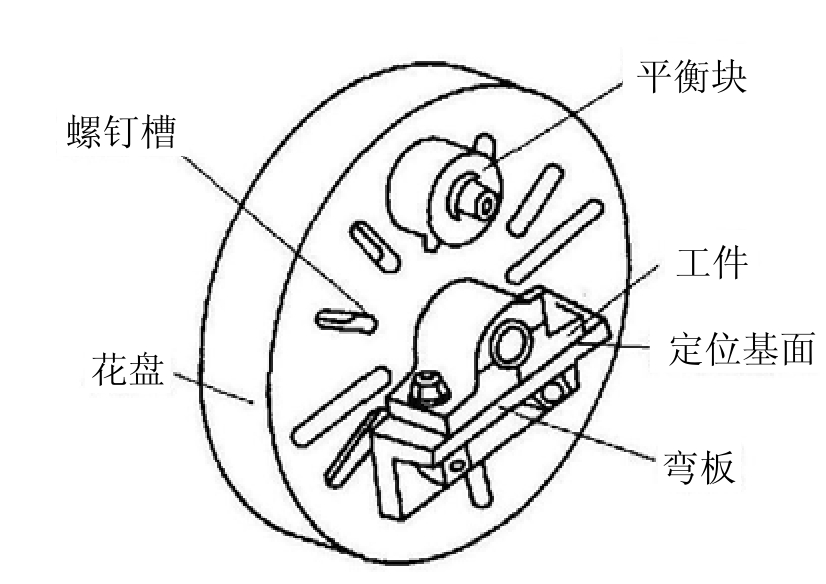
图1-14 花盘与角铁的应用
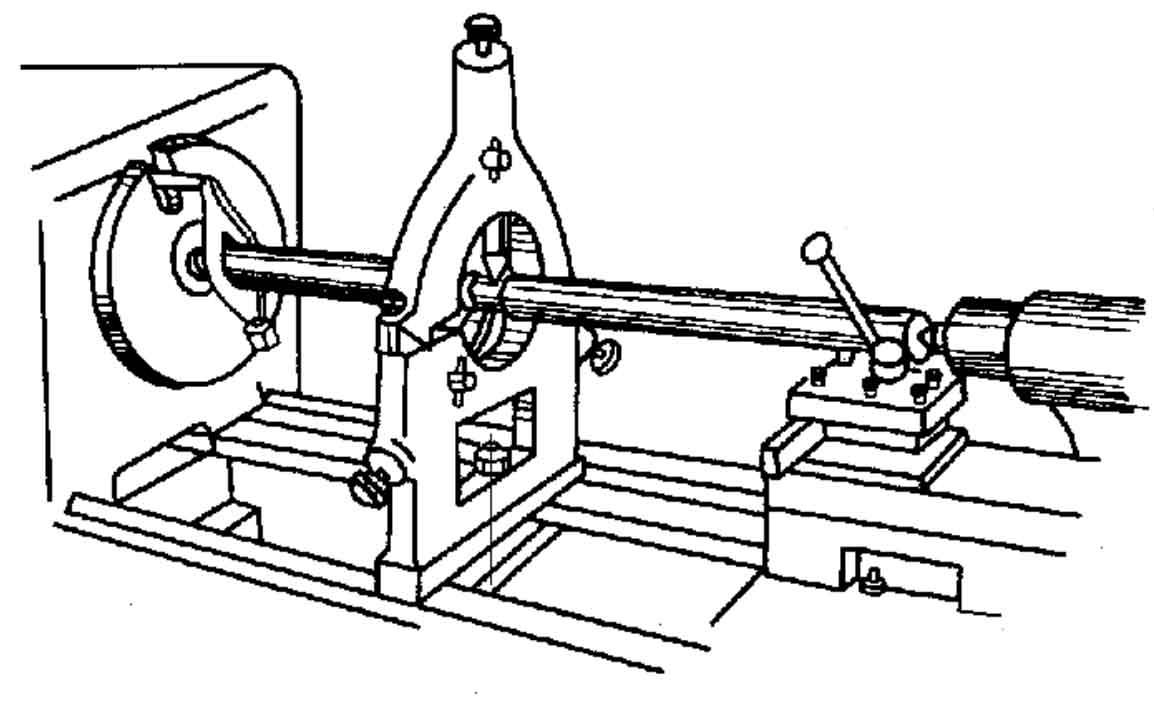
图1-15 应用中心架车削细长轴
中心架通过其底部的螺钉和压板固定在床身上,车削加工过程中不发生移动。中心架上有3个可单独调整的支承爪,用以支承工件。支承爪常用铸铁、铜等材料制作。在支撑工件时,并应在安装支承爪的支撑面处车出一段光滑的轴颈。
使用中心架可有效地提高细长轴的支承刚度,提高加工精度。
在车削细长轴和长套类非阶梯圆柱件时,还可应用跟刀架,如图1-16所示,使用跟刀架可以有效防止工件吃刀时发生弯曲变形。
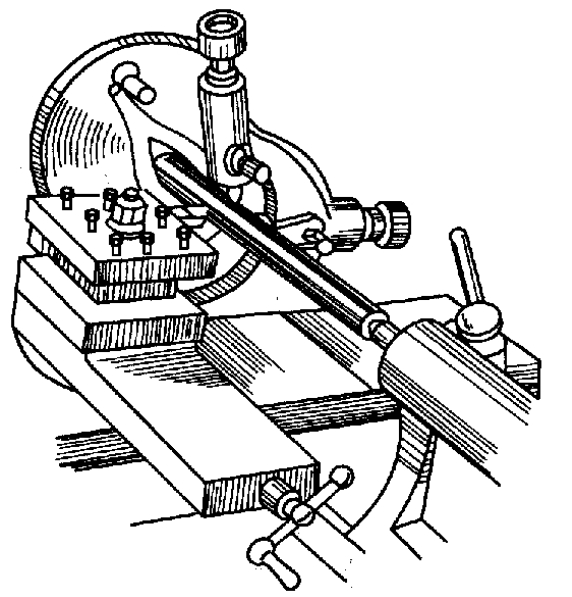
图1-16 用跟刀架车细长轴
跟刀架在使用时需要固定在车床的床鞍上,走刀时同刀具一起移动。所以在跟刀架进行粗车时,应先在工件右端车出一段外圆,在刚车出的该外圆柱面上支好跟刀架,并根据外圆大小调整跟刀架支承爪的松紧,而车刀要位于支承爪的左侧,并尽量靠近支承爪,以便不断地向左延伸该圆柱支撑面。
当精车细长的光轴时,为保证加工表面的质量要求,不使支承爪擦伤加工表面,车刀应放在支承爪的右侧。
在使用中心架、跟刀架时,主轴转速不宜过高,并需在支承爪处加注机油润滑。
5.顶尖、卡箍和拨盘
车削轴类工件时,一般常用顶尖、卡箍(其中有一种也称为鸡心夹头)和拨盘来装夹工件,顶尖的结构如图1-17所示。
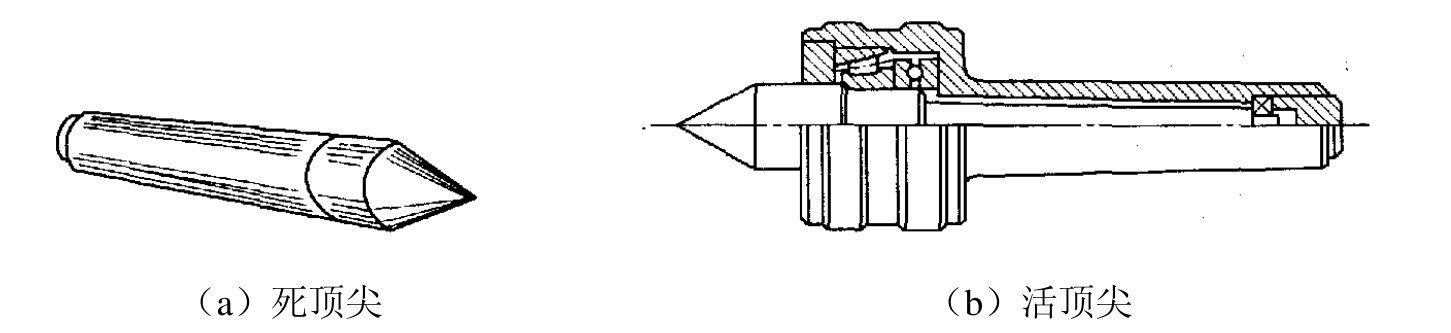
图1-17 顶尖
顶尖是加工轴类工件经常采用的夹具。工件由装在主轴孔内的前顶尖和装在尾座套筒中的后顶尖进行支承,由拨盘、卡箍带动进行旋转。前顶尖随主轴一起回转,后顶尖则分为可以随工件一起转动的活顶尖和不随工件转动的死顶尖两种。
死顶尖的优点是定心较准确,刚性好,装夹工件比较稳固。但由于它在车削加工过程中是不跟随工件一起转动的,所以在工件高速回转时,其顶尖孔的部位易发热,有时甚至会烧坏顶尖和顶尖孔,适合于在转速较低、加工精度要求高的车削加工中应用。
活顶尖的顶尖工作部与固定的柄部间设置有可相对转动的轴承,所以适合于高速回转工件的支撑加工,由于轴承具有活动间隙,所以活顶尖的支撑回转精度较低。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











