



2.2.2 车端面、外圆和台阶
一、实习教学目标
掌握车刀和工件的安装。
掌握量具的正确使用。
掌握手动、自动车削工件端面。
掌握外圆、台阶车削方法和尺寸控制。
二、车端面、外圆基础知识
1.工件的装夹和找正
按照车削长度,将工件装夹在卡盘上,并伸出适当的长度,用手稍微将工件夹紧,将工件转动起来,用铁棒敲击工件,观察工件旋转时的跳动,待跳动比较小后,表示此时工件已经找正,再用加力导筒夹紧工件。或者在刀架上装夹一把刀杆,让工件转动起来,摇动中拖板,使刀杆和工件接触后,再缓慢摇动中拖板,直到工件外圆表面和工件的旋转中心基本同心,最后夹紧工件。
2.工件的粗、精车
在车削过程中,一般分为粗车和精车。
(1)粗车 因粗车对工件的表面没有严格要求,只需留一定的精车余量即可。所以,在车床动力条件刀具强度许可时,通常采用进刀深、进给量大、转速低,用较短的时间把工件的大部分加工余量车掉。由于粗车切削力大,工件装夹必须牢靠,刀具必须有足够的强度。
(2)精车 精车是车床的最后一道工序,能使工件获得准确的尺寸和规定的表面粗糙度。在精车时,应把车刀修磨得锋利些,车床转速选得高一些,进给量选得小些。
3.刻度盘的计算和应用
在车削工件时,为了正确和迅速地掌握进刀深度,通常利用大拖板、中拖板和小拖板上的刻度盘进行操作。
大拖板上的刻度值每小格表示1mm,一圈有的为200mm,有的为220mm。
中拖板上的刻度盘装在横向进给的丝杆上,当摇动横向丝杆一圈时,刻度盘也转动了一圈。这时固定在中拖板上的螺母就带动中拖板、车刀移动一个导程。如果横向丝杆的导程为4mm,刻度盘分为100格,当摇动进给丝杆一周时,中拖板就移动4mm。因此,当刻度盘转动一格时,中拖板移动量为4mm÷100=0.04mm。(C6132车床的中拖板的丝杆的导程为2mm)。要注意的是,中拖板刻度的进刀量是车削尺寸的1/2,因为车削外圆时车去的是工件直径,而中拖板进刀量只是半径值。
小拖板上的刻度的计算方法是一样的,它的导程为3mm,小拖板转动一圈时,丝杆也转动一圈,丝杆带动小刀架和刀具移动3mm,小拖板上的刻度盘等分为60小格,当小拖板的刻度盘每转动一格时,小拖板的移动量为3mm÷60=0.05mm。
使用刻度盘时,由于丝杆和螺母之间往往存在间隙,因此会产生空行程(即刻度盘转动而拖板并未动)。当进刀过深时,必须向相反方向退回半圈,消除空行程,然后再转到所需要的格数,如图2-20所示。

图2-20 消除刻度盘的空行程
三、端面的车削
1.45°车刀的安装和使用
工件端面车削使用的刀具主要是45°车刀。45°车刀有两个刀尖,前端一个刀尖通常用来车削外圆,左侧另一个刀尖通常用来车削平面。主、副刀刃在需要时可用来作左右倒角,如图2-21(a)所示。
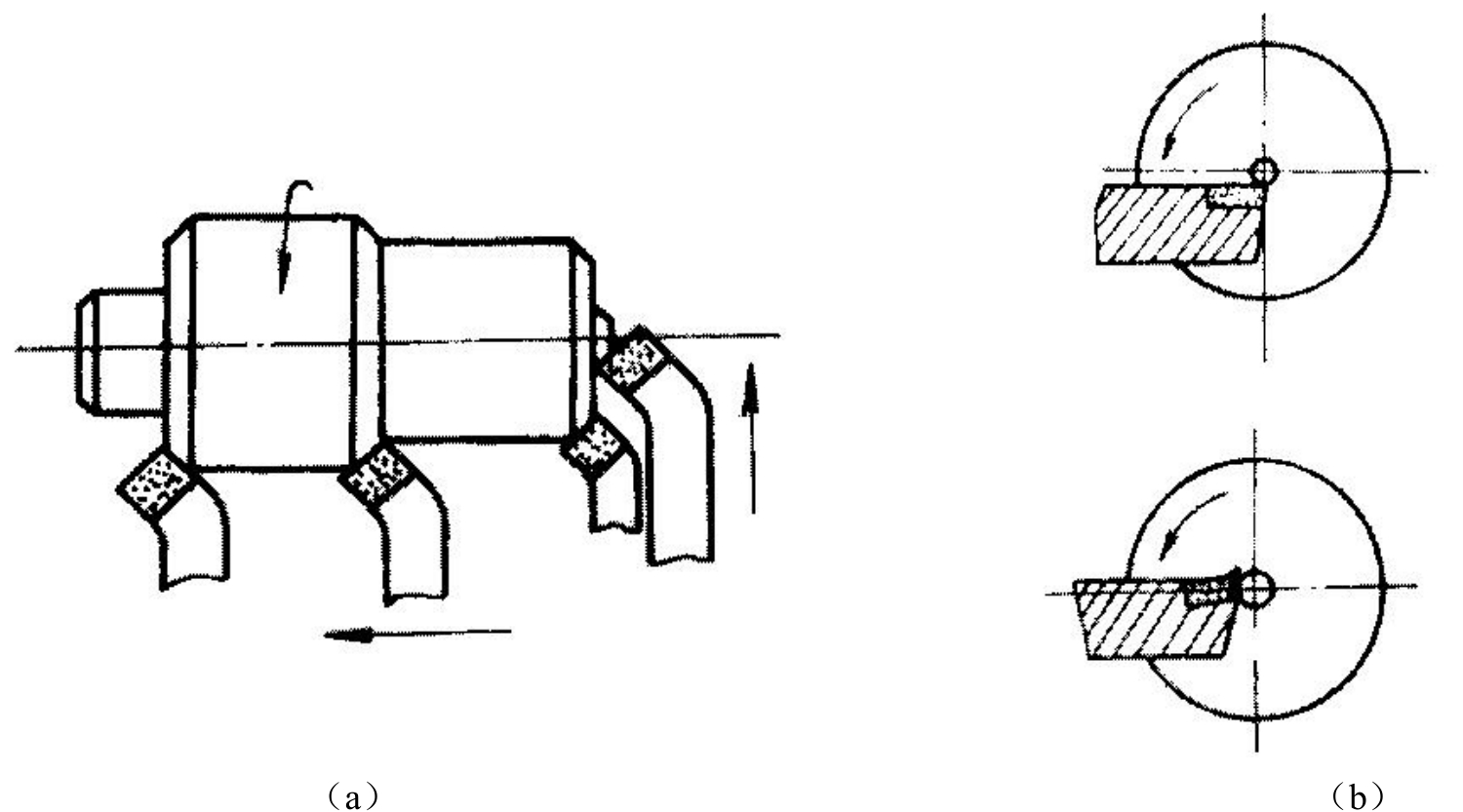
图2-21 45°车刀的使用和安装
车刀安装时,左侧的刀尖必须严格对准工件旋转中心,否则在车削平面至中心时会留有凸头或造成刀尖碎裂,如图2-21(b)所示。刀头伸出长度约为刀杆厚度的1~1.5倍。伸出过长,刚性变差,车削时容易引起振动。
2.手动车端面
(1)按正确的方法装夹工件和刀具,开动车床使工件旋转,摇动中拖板和大拖板,使刀具的刀尖投影在工件的端面上,然后缓慢摇动大拖板或小拖板,直到刀尖和工件的端面接触,保持大拖板不动,中拖板退出工件的端面,记住此时大拖板或小拖板的刻度值。
(2)根据工件的毛坯尺寸和图纸要求尺寸,计算出工件的加工余量。根据粗车和精车的要求,合理分配粗车余量和精车余量。
(3)通过大拖板或小拖板的刻度盘,调整吃刀深度,粗车余量较大时应分多次车削,用手把紧或锁紧大拖板,然后匀速并缓慢地摇动中拖板,让刀尖从工件外向工件中心车削,直到把工件的中心车掉。
3.自动车端面
方法和手动车端面的方法相似。只是在锁紧大拖板后,将横向自动进给手柄抬起,让刀具自动地从工件外部向内车削,直到要车到工件的中心为止。由于车削部分直径减小,进给速度也应降低,否则容易损坏车刀刀尖,这时要停止自动车削,手动车到工件的中心。
4.端面车削试切及尺寸控制
车削端面时,通常要进行试切削和试测量。其具体方法是:根据工件的长度余量,粗车或精车时,先按小于粗车或精车余量的吃刀深度作横向切削,在保持大拖板刻度不动的情况下,退出中拖板,停止车床,测量工件的实际长度,根据测量结果调整吃刀深度,直到和图纸要求的尺寸相符,然后开始切削。在车长度尺寸时,为了确保车削长度,通常先采用刻线痕法,后采用测量法进行。即在车削前,根据车削的长度,用钢直尺、样板、卡钳及刀尖在工件上刻一条线痕,然后根据线痕进行车削。当车削完毕时,再用钢直尺或其他量具复测。
5.端面车削容易产生的问题和注意事项
(1)工件中心留有凸头,原因是刀尖没有对准工件中心,偏高或偏低。
(2)平面不平有凹凸,原因是切削量过大、车刀磨损、拖板移动、刀架和车刀紧固力不够。
(3)车削表面粗糙度不一,主要是由于手动进给不均匀和表面线速度不均匀。
(4)切削时应先开车,后进刀;切削完毕时先退刀后停车,否则车刀容易损坏。
(5)车削毛坯时,由于表面氧化皮较硬,要求尽量一刀车掉,否则车刀容易磨损。
(6)车削前应检查拖板位置是否正确,工件装夹是否牢靠,卡盘扳手是否取下。
四、外圆的车削
1.外圆车削常用刀具
外圆车削及应用如图2-22所示。外圆车削中最常用的就是90°车刀,而75°和45°车刀也可用于外圆车削,主要用于外圆粗车,特别是切削余量较大或断续车削,其特点就是刀尖强度大,耐冲击。

图2-22 外圆车削常用车刀
2.试切法及其使用
车削外圆常需要控制外圆尺寸,这时就需用试切法,如图2-23所示。先根据最后尺寸计算出进刀深度,对刀后先按稍小的进刀深度进刀,纵向进给车刀车出1~2mm长度外圆,退出大拖板,不退中拖板,测量车出外圆尺寸。再根据测量尺寸进给中拖板,调整进刀深度,车至所要求的尺寸。
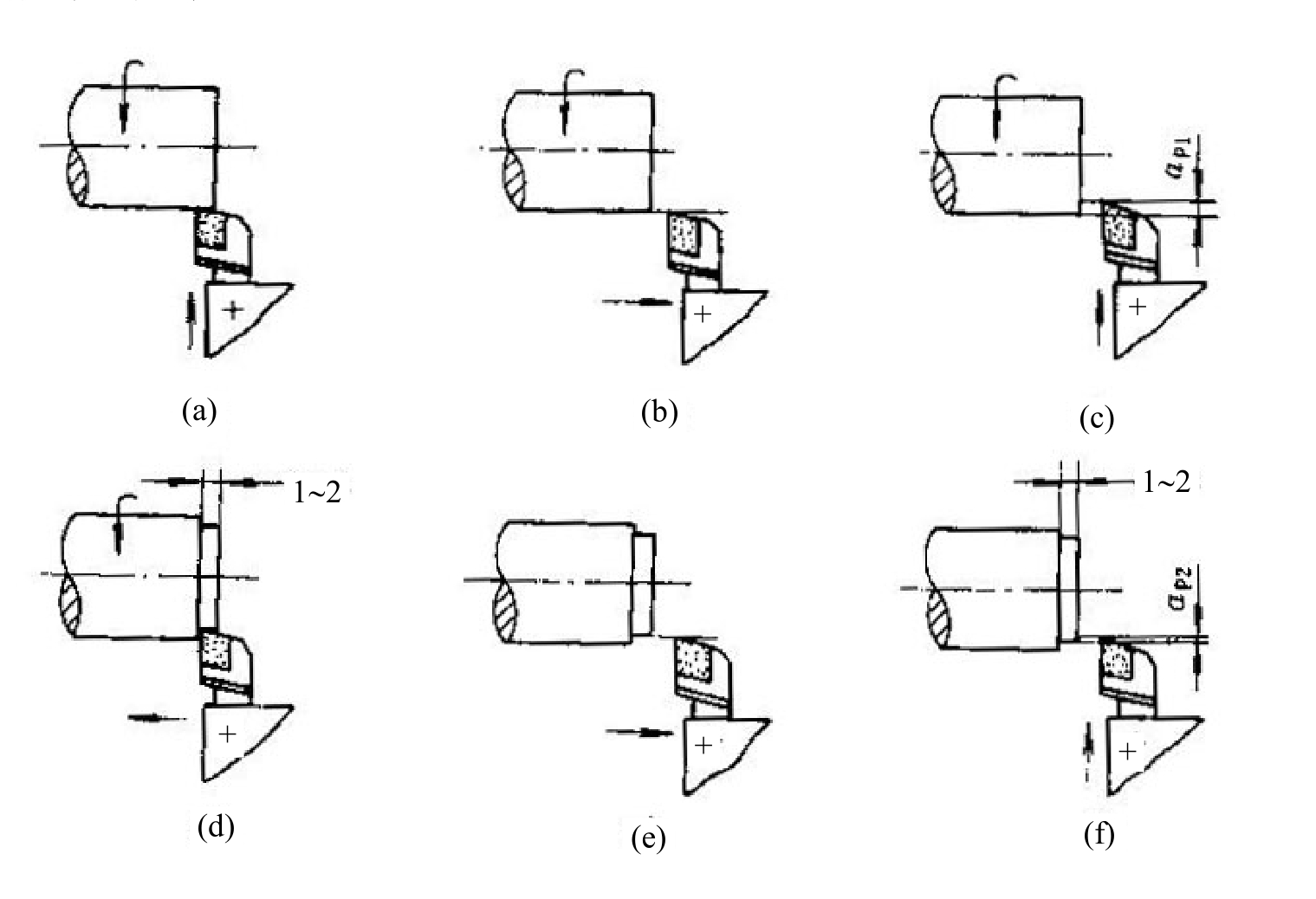
图2-23 外圆车削试切法步骤
五、台阶的车削
在同一工件上,有几个直径大小不同的圆柱体连接在一起像台阶一样,就叫做台阶工件,如图2-24所示。俗称台阶为“肩胛”。台阶工件的车削,实际上就是外圆和平面车削的组合。故在车削时必须兼顾外圆的尺寸精度和台阶长度的要求。

图2-24 台阶轴实例
1.台阶工件的技术要求
台阶工件通常与其他零件结合使用,因此它的技术要求一般有以下几点:
(1)各挡外圆之间有同轴度要求;
(2)外圆和台阶平面有垂直度要求;
(3)台阶平面的平面度;
(4)外圆和台阶平面相交处的清角。
2.车刀的选择和装夹
车削台阶工件,一般使用90°偏车刀。车刀的装夹应根据粗、精车和余量的多少来区别。如粗车时余量多,为了增加切削深度,减小刀尖压力,车刀装夹可取主偏角小于90°为宜(一般为85°~90°)。精车时,为了保证台阶平面和轴心线垂直,应取主偏角大于90°(一般为93°左右)。
3.车台阶工件的方法
车台阶工件,一般分粗车、精车进行。粗车时的台阶长度除第一挡台阶长度略短些外(留精车余量),其余各挡可车至长度。
精车台阶工件时,通常在自动进给精车外圆至近台阶处时,以手动进给代替自动进给。当车至平面时,应停止纵向进给,改用横向进给,移动中拖板由里向外慢慢精车台阶平面。以确保台阶平面垂直轴心线。
4.台阶长度的测量和控制方法
车削前根据台阶长度先用刀尖在工件表面刻线痕,然后按线痕粗车。粗车完毕,台阶长度基本符合要求。在精车外圆的同时把台阶长度车准。其测量通常用钢直尺或带有深度的游标卡尺。
5.工件调头找正和车削
根据习惯的找正方法,应先找正卡爪处外圆,后找正台阶处反平面。这样反复多次找正后才能车削。当粗车完毕时,宜进行一次复查,以防粗车时工件发生移位。
6.台阶车削容易产生的问题和注意事项
(1)台阶平面和外圆相交处要清角,防止产生凹坑和出现小台阶;
(2)台阶平面出现凹凸,其原因可能是车刀没有从里到外横向切削或车刀装夹的主偏角小于90°,其次与刀架、车刀、拖板等发生位移有关;
(3)多台阶工件的长度测量,应从一个基面量起,以防累积误差;
(4)平面与外圆相交处出现较大圆弧,原因是刀尖圆弧太大或刀尖磨损。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










