



2.4 电火花加工的自动进给调节系统
在电火花成型加工设备中,自动进给调节系统占有很重要的位置,它的性能直接影响加工稳定性和加工效果。
电火花成型加工的自动进给调节系统,主要包含伺服进给系统和参数控制系统。伺服进给系统主要用于控制放电间隙的大小,参数控制系统主要用于控制电火花成型加工中的各种电参数(如放电电流、脉冲宽度、脉冲间隔等也称加工电规准),以便能够获得最佳的加工工艺指标等。
2.4.1 自动进给调节系统的作用和要求
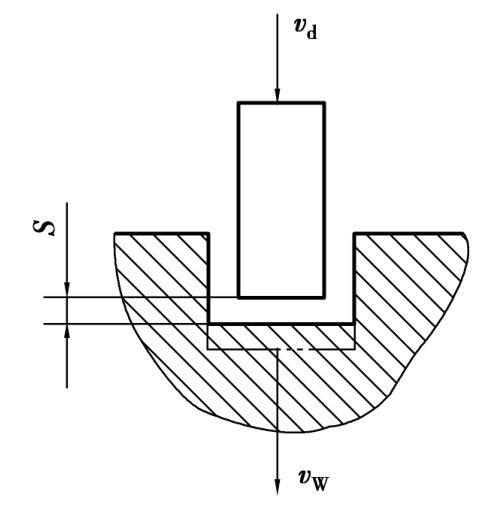
图2.21 放电间隙、蚀除速度和进给速度
在电火花成型加工中,与切削加工不同的是它属于“非接触加工”,电极与工件必须保持一定的放电间隙S(一般S取0.001~0.1 mm,与加工参数有关),如图2.21所示。由于工件不断被蚀除和电极不断的损耗,放电间隙将不断扩大。S过大,脉冲电压击不穿间隙介质,则不会产生火花放电而停止加工,间隙过小又会引起拉弧烧伤或短路,这时电极必须迅速离开工件,待短路消除后再重新调节到适宜的放电间隙。在实际生产中,放电间隙变化与加工规准、加工面积、工件蚀除速度等因素有关,因此很难靠人工进给,也不能像钻削那样采用“机动”、等速进给,而必须采用伺服进给系统,这种不等速的伺服进给系统也称为自动进给调节系统。
在正常的电火花加工时,当工具进给速度vd较快,大于工件被蚀除的速度vw时,间隙S变小,这时必须减小进给速度vd,以防止短路。一旦短路(S=0)发生,则必须使工具电极反向快速回退,消除短路状态,以防止转化为电弧放电。随后再重新向下进给,调节到所需的放电间隙,这是进给系统维持正常放电的一个简单过程。
伺服进给系统是基于检测间隙放电状态来工作的,即按所检测到的状态来自动调整进给,其任务在于通过改变、调节进给速度,使工具电极的进给速度接近并等于工件蚀除速度,以维持一定的“平均”放电间隙S,保证电火花加工正常而稳定地进行,获得较好的加工效果。
如图2.22(a)所示,图中曲线Ⅰ为间隙蚀除特性曲线,横坐标为放电间隙S值或对应的放电间隙平均电压ue,纵坐标为工件蚀除速度vw。放电间隙S与蚀除速度vw有密切的关系,当间隙太大时,如在A点及A点之右,约S≥60 μm时,极间介质不易击穿,使火花放电率和蚀除速度vw=0。只有在A点之左,S<60 μm后,火花放电率和蚀除速度vw才逐渐增大;当间隙太小时,又因电蚀产物难于及时排除,火花放电率减小,短路率增加,蚀除速度明显下降。当间隙短路,即S=0时,火花放电率和蚀除速度都为零。因此,必有一最佳放电间隙SB对应于最大蚀除速度B点。由于粗、精加工采用的规准不同,间隙蚀除特性曲线也就不一样,S和vw的对应值也不相同,但趋势是大体相同的。
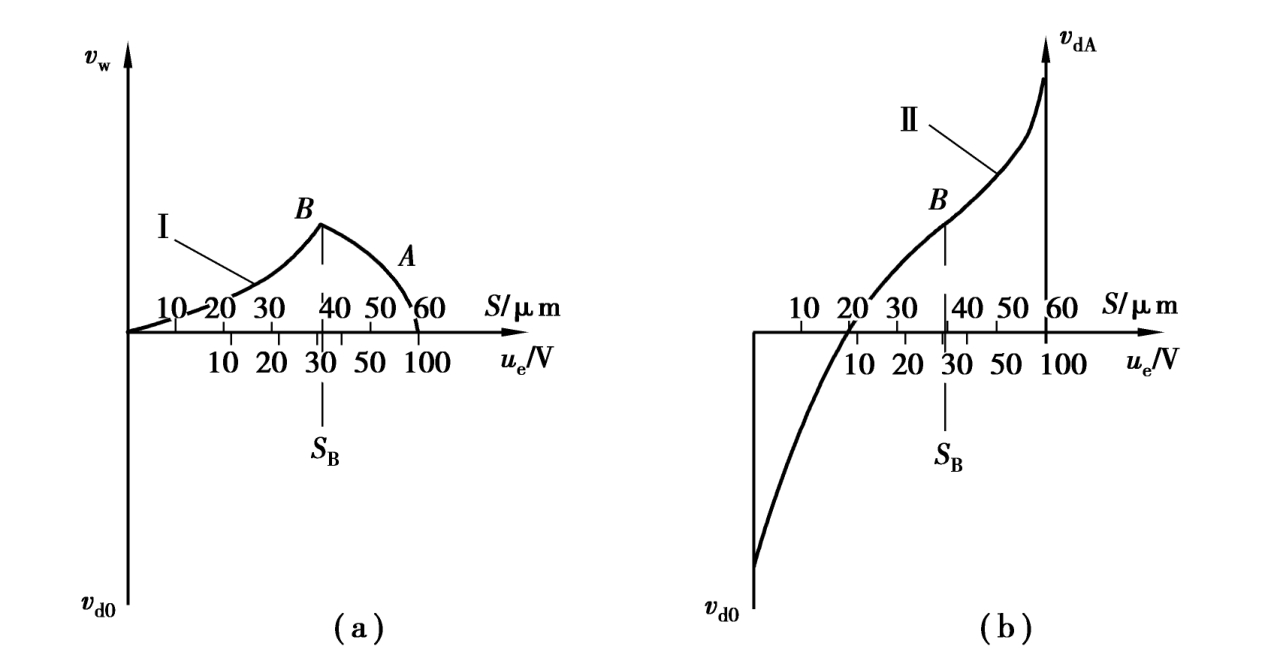
图2.22 间隙蚀除特性与调节特性曲线
(a)蚀除特性曲线 (b)调节特性曲线
图2.22(b)中曲线Ⅱ为自动进给调节系统的进给调节特性曲线,它是工具电极的进给速度随间隙大小而变化的关系曲线。纵坐标为电极进给速度vd,横坐标仍为放电间隙S或对应的间隙平均电压ue。当间隙过大,如大于或等于60 μm,为A点的开路电压时,工具电极将以较大的空载速度vdA向工件进给。随着放电间隙减小和火花放电率的提高,向下进给速度也逐渐减小,直至为零。当间隙短路S=0时,工具将反向以vd0高速回退。理论上,希望调节特性曲线Ⅱ相交于间隙蚀除特性曲线Ⅰ的最高点B处,此时进给速度等于蚀除速度,才是稳定的工作点和稳定的放电间隙。只有自动寻优系统、自适应控制系统才能自动使曲线Ⅱ交曲线Ⅰ于最高点B或其附近,处于最佳放电状态。
在设计自动进给调节系统时,应根据这两特性曲线来使其工作点交在最佳放电间隙SB附近,从而获得最高的加工速度。同时,空载时(间隙在A点或更右),应以较快速度vdA接近最高加工速度区(B点附近),一般vdA=(5~15)vdB,间隙短路时也以最快的速度回退。一般认为vd0=200~300 mm/min时,即可快速有效地消除短路。
由于工作原理的不同,加工方式的不同,电火花机床的伺服进给调节系统与金切机床的伺服有较大的区别,对系统的要求相应区别也较大,对电火花机床的伺服进给系统一般要求如下:
①必须有一个准确、可靠的间隙工作状态检测环节。由于伺服进给系统是基于检测间隙放电状态来工作的,则加工间隙状态的准确评价和检测对整个系统的工作就至关重要。一般是间隙检测后处理过的信号与系统设定的伺服参考电压信号进行比较。
②有较广的速度调节跟踪范围。从特性曲线可知,自动进给调节装置应该满足粗、中、精加工的可调跟踪范围。尤其是要有均匀的、平稳的低速性能,低速一般为1 mm/min以下。另外应使最大空载进给速度为加工进给速度vd的5~15倍以上,以快速接近工件。而最大短路回退速度应为空载进给速度的2倍以上,以快速消除短路状态,适应加工的需要。
③有足够的灵敏度和快速响应性。在速度跟踪过程中,由于放电频率很高,加工间隙状态随机变化很快,要求跟踪系统有良好的快速响应特性,这就要有很高的反应灵敏度和足够的加速度。在不同的脉冲频率下,均能亦步亦趋的跟踪调节。为此,整个系统的不灵敏区、时间常数、运动部分的质量、惯性应小,丝杠、螺母和导轨都应既灵活,又无间隙,控制系统的放大倍数应足够。
④有必要的稳定性和抗干扰能力。电蚀速度一般不高,加工进给量也不大,故应有很好的低速性能,能均匀、稳定地进给,避免低速爬行,控制系统过渡过程应短,超调量要小。在速度控制中,要求有高的调速精度,强的抗负载扰动能力。
为了满足上述要求,相应的系统执行元件——电动机也要具有高精度、快反应、宽调速、大扭矩等特性。具体的要求如下:
①电动机从最低进给速度到最高进给速度范围内都能平滑地运转,转矩波动要小。
②电动机必须具有较小的转动惯量和大的堵转转矩,尽可能小的机电时间常数和启动电压。
③电动机应能承受频繁的启动、制动和反转。
2.4.2 自动进给调节系统的组成
电火花成型加工用的伺服进给系统是一个连续控制的位置随动系统。它由调节对象、测量环节、比较环节、放大驱动环节、执行环节等几个主要环节组成,如图2.23所示为自动进给调节系统的基本组成方框图,实际上根据机床所用驱动执行环节的不同,其组成环节的完善程度不同,可有增有减。
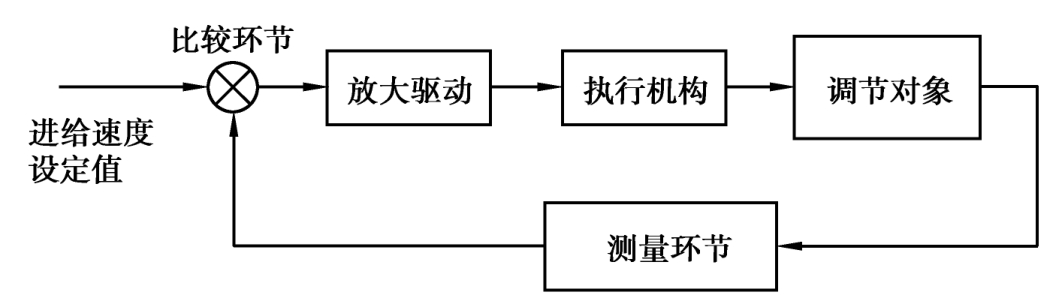
图2.23 自动进给调节系统的基本组成方框图
(1)调节对象
电火花加工时的调节对象是工具电极和工件电极之间的火花放电间隙。根据伺服参考电压设定值等的要求,始终跟踪保持某一平均的火花放电间隙,一般应控制为0.01~0.1 mm。
(2)测量环节
测量环节的作用是测量放电加工间隙的工作状态,得到放电间隙的大小及变化信号。常用的检测方法有两种:一种是间隙平均电压测量法;另一种是利用稳压管测量脉冲电压的峰值信号。
1)间隙平均电压测量法
如图2.24(a)所示,通过R1C电阻电容的低通滤波作用得到间隙电压的平均值,又经R2分压取其一部分,输出的U即为表征间隙平均电压的信号。间隙平均电压的高低能大致反映间隙的放电状态:开路较多时,平均电压值偏高;短路较多时,平均电压值偏低;火花放电较多时,平均电压值处于中间区域。通过设置适当的门槛电压值(伺服参考电压),使平均电压与其进行比较,从而判定间隙的放电状态。如图2.24(b)所示为带整流桥的检测电路,其优点是工具、工件的极性变换不会影响输出信号U的极性。
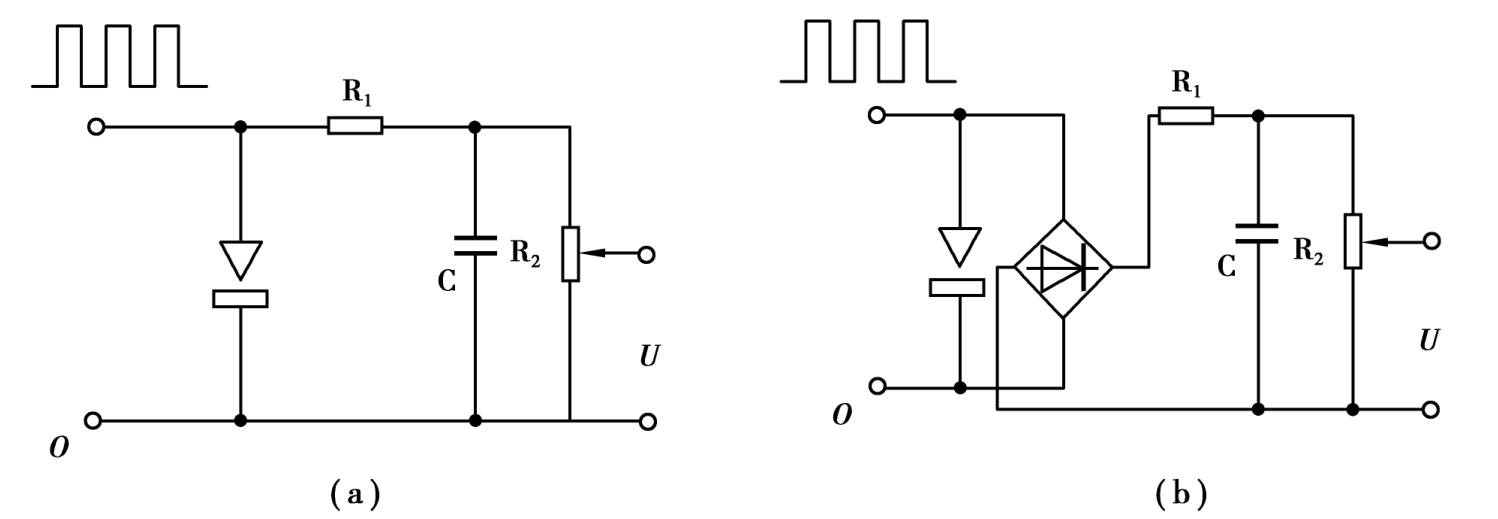
图2.24 间隙平均电压检测电路
这种检测方法虽然不够精确,却简单实用,能满足一般加工的要求,是最简单、最常用的一种间隙放电状态检测方法,一般应用于RC弛张式脉冲电源。
2)峰值电压检测法
一般晶体管等独立式脉冲电源采用峰值电压检测法。如图2.25所示,检测电路中的电容C为信号储存电容,它充电快、放电慢,记录峰值的大小;二极管VD2的作用是阻止负半波以及防止电容C所储存的电压信号再向输入端倒流放掉;稳压管VD1选用30~40 V的稳压值,能阻止和滤除比其稳定值低的火花维持电压,只有当间隙上出现大于30~40 V的空载的峰值电压时,才能通过稳压管VD1和二极管VD2向电容C充电,滤波后经电阻R及电位器分压输出,突出了空载峰值电压的控制作用。通常用于需加工稳定、尽量减少短路率、宁可进给的场合。
还有一种方法是高频检测法,高频检测法是通过对间隙电压上高频分量的检测来区分火花放电与电弧放电。
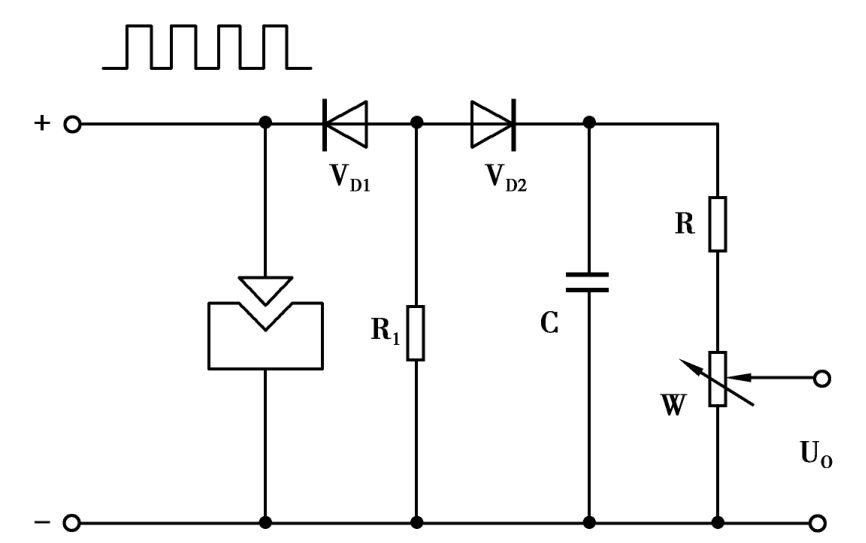
图2.25 峰值电压检测电路
在加工时,两个电极间放电状态的情况非常复杂,一般将放电时的工作状态分为开路、火花放电、不稳定电弧放电、稳定电弧放电和短路5种状态(见图2.26)。其放电状态的特征如下:
①开路。间隙加工介质未被电场击穿,脉冲电压波形为空载波形,电流为零。
②正常火花放电。脉冲电压上有击穿延时,延时时间不等。击穿后放电期间,脉冲电压下降为放电的维持电压,为25~30 V,且电压波形上叠加有较密的高频分量,脉冲电流波形上也叠加有高频分量。
③不稳定电弧放电。与正常火花放电相比,击穿延时时间明显很短,几乎没有。电压和电流脉冲叠加的高频分量较少,频率降低。这种状态如得到及时调整,可自动恢复为正常火花放电,否则将很快转化为稳定电弧放电。
④稳定电弧放电。形成稳定电弧时,放电集中,电极局部温度很高。电压和电流波形光滑,没有高频分量,电压幅值与维持电压差不多,没有击穿延时,这种状态对电极和工件的破坏很大。
⑤短路。间隙很小或间隙短路,电压波形幅值很低,电流波形光滑,且幅值较高,已不能蚀除材料,但可能造成电极和工件局部升温,易引发拉弧。
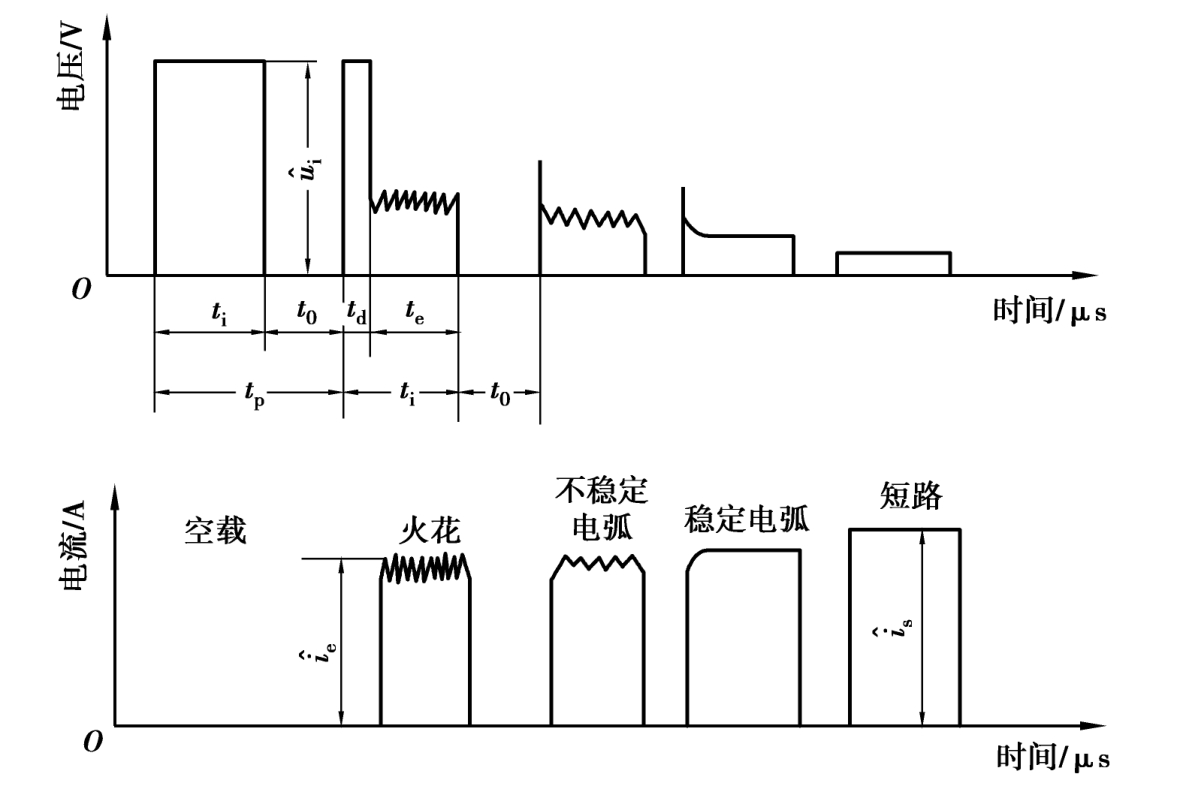
图2.26 电火花加工时的5种放电状态
根据空载有电压、无电流,短路有电流、无电压,火花有电压又有电流信号,利用逻辑门电路,可分空载、短路、火花3种放电状态。在检测火花放电时高频分量的大、中、小,用电压比较器根据门槛电压,可分火花、不稳定电弧和稳定电弧。
(3)比较环节
比较环节用以根据“设定值”预置进给速度(实际上是伺服参考电压S)或预置平均放电间隙来调节进给速度,以适应粗、中、精不同的加工规准。实质上是把从测量环节得来的信号和“给定值”的信号进行比较,在按此差值来控制加工过程。
(4)放大驱动环节
由此环节给出的信号一般都很小,难于驱动执行元件,必须有一个放大环节,起到放大信号的作用。
(5)执行环节
常用的执行元件有各种伺服电动机,它根据控制信号及时地调节进给量,随工件被蚀除量的大小,使电极不断跟踪而保持最佳的放电间隙,从而保证电火花加工正常进行。
2.4.3 电液式自动进给调节系统
在电液式自动调节系统中,液压缸、活塞是执行机构,它与主轴连成一体。由于传动链短及液体的基本不可压缩性,因此传动链中无间隙、刚度大、不灵敏区小;又因为加工时进给速度很低,故正、反向惯性很小,反应迅速,特别适合于电火花加工等的低速进给,在20世纪80年代前得到广泛的运用。但目前以逐步被电机械式的各种交流伺服电动机取代,但分析其调节过程,仍有典型理论意义。
如图2.27所示为DYT-2型液压主轴头的喷嘴-挡板式调节系统的工作原理图。液压泵电动机4驱动叶片液压泵3从油箱中压出压力油,由溢流阀2保持恒定压力p0。经过滤油器6分两路:一路进入下油腔;另一路经节流阀7进入上油腔。上油腔油液可从喷嘴8与挡板12的间隙中流回油箱,使上油腔的压力p1随此间隙的大小而变化。
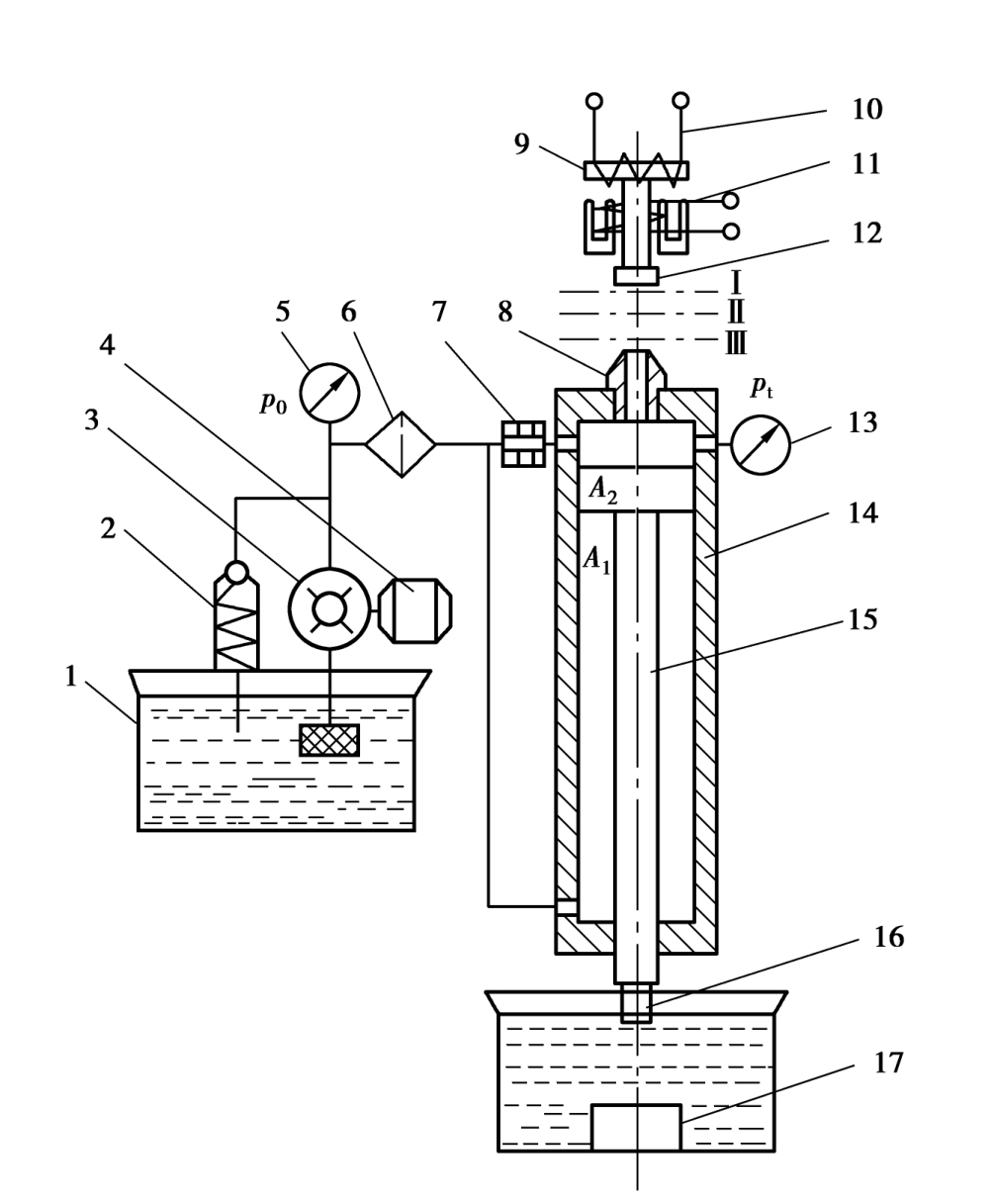
图2.27 喷嘴-挡板式调节系统的工作原理图
1—液压箱;2—溢流阀;3—叶片液压泵;4—电动机;
5—压力表;6—滤油器;7—节流阀;8—喷嘴;9—电-机械转换器;
10—动圈;11—静圈;12—挡板;13—压力表;14—液压缸;15—活塞;16—工具电极;17—工件
其工作原理是电-机械转换器9主要由动圈(控制线圈)10与静圈(励磁线圈)11等组成。动圈处在励磁线圈的磁路中,与挡板12连成一体。改变输入动圈的电流,可使挡板随着而移动,从而改变挡板与喷嘴间的间隙。
当动圈两端电压为零时,挡板处于最高位置Ⅰ,喷嘴与挡板间开口为最大,压力p1下降到最小值。设A2,A1分别为上、下油腔的工作面,G为活塞等执行机构移动部分的质量,这时p0A1>G+P1A2,活塞杆带动工具上升。当动圈电压为最大时,挡板下移处于最低位置Ⅲ,喷嘴的出油口全部关闭,上、下油腔压强相等,使p0A1<G+p0A2,活塞上的向下作用力大于向上作用力,活塞杆下降。当挡板处于平衡位置Ⅱ时,p0A1=G+p1A2,活塞处于静止状态。
由此可知,主轴的移动是由电-机械转换器中控制线圈电流的大小来实现的。控制线圈电流的大小则由加工间隙的电压或电流信号来控制,因而实现了进给的自动调节。
2.4.4 电机械式自动进给调节系统
电机械式调节系统早在20世纪60年代采用普通直流伺服电动机,由于其机械减速系统传动链长,惯性大,刚性差,因而灵敏度低,在70年代被电液式自动调节系统所替代。80年代以来,随着步进电动机和力矩电动机的技术发展,电机械式自动调节系统得到迅速发展。其低速性能好,可直接带动丝杠进退,传动链短,灵敏度高,体积小,惯性小,结构简单,有利于实现加工过程的自动控制和数字程序控制,因而在中、小型电火花机床中得到越来越多的广泛应用。
如图2.28所示为步进电动机自动调节系统的原理框图。检测电路对放电间隙进行检测,输出一个反映间隙大小的电压信号(短路为0 V,开路为10 V)。变频电路为一电压-频率(v-f)转换器,将该电压信号放大并转换成0~1 000 Hz不同频率的脉冲串,送至进给与门1,准备为环形分配器提供进给触发脉冲+Δ p。同时,多谐振荡器发出每秒2 000步(2 kHz)以上恒频率的回退触发脉冲,送至回退与门2准备为环形分配器提供回退触发脉冲-Δ P。判别电路根据放电间隙平均电压的大小,通过双稳电路选其一种送至环形分配器,决定进给或是回退。
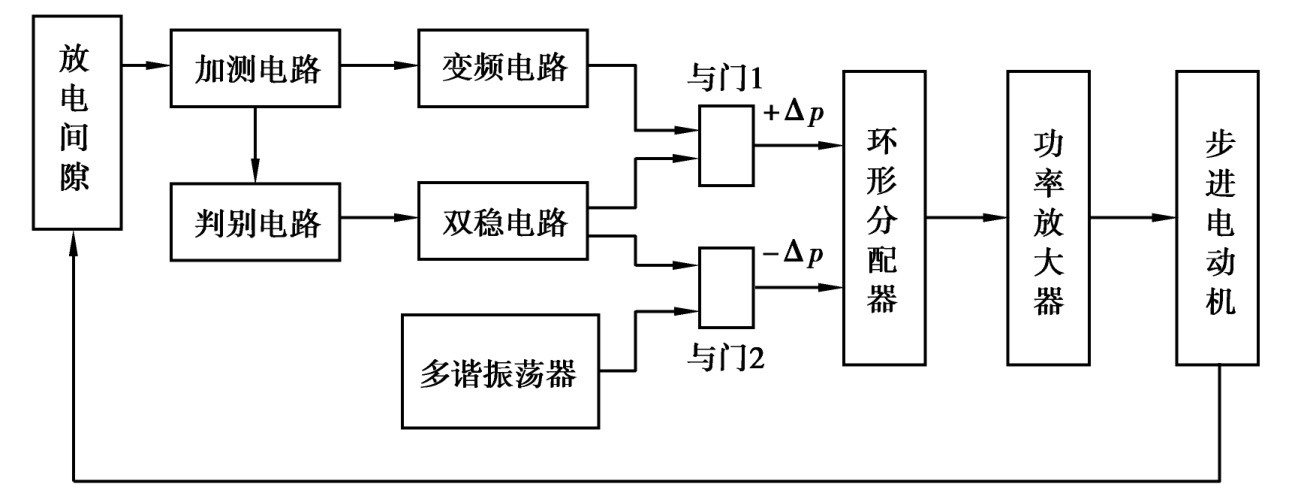
图2.28 步进电动机自动调节系统的原理框图
当极间放电状态正常时,判别电路通过双稳电路选其一种送至与门1;当极间放电状态异常(短路或形成有害的电弧)时,则判别电路通过双稳电路打开回退与门2,分别驱动环形分配器正向或反向的相序,使步进电机正向或反向转动,使主轴进给或回退。
随着数控技术的发展,国内外的高档电火花机床均采用了高性能直流或交流伺服电动机,并采用直接拖动丝杠的传动方式、再配以光电脉冲编码器、光栅尺、磁尺等作为位置检测环节,因而可大大提高机床的进给精度、性能和自动化程度。
2.4.5 直线电机在电火花加工机床上的应用
电火花成型机床的伺服驱动,经历了电液压伺服、力矩机、步进机、直流机及交流机的发展。就在交流机细分取得成功,并且大量代替步进机和直流机的伺服、驱动应用于数控机床之时,又出现了直线电机及伺服、驱动技术。
直线电机是一种将电能直接转化成直线运动机械能而不需要任何中间转换机构的传动装置。由于采用了“零传动”,从而较传统传动方式有明显的优势,如结构简单、无接触、无磨损、噪声低、速度快、精度高等。在电火花机床上,直线电机的最高移动速率为36 m/min,最大加速度为1.2g,额定力矩为1 000 N· m,瞬时最大力矩为3 000 N· m。近年来,随着工业加工质量和运动定位精度等要求的提高,直线电机受到了广泛的关注。在国外,直线电机驱动技术已进入工业化阶段,但国内尚处于起步阶段。
在旋转电机方式下,由于电机、编码器、联轴器、丝杠螺母、工作台的传动链较长,因而存在滞后问题,使其刚性和响应速度不能达到理想状态。在直线电机方式下,把电机直接安装在工作台上作为一个整体直接做直线运动,光栅尺安装在电机上,即直接安装在工作台上,同样主轴头上的电极也直接安装在电机上,可实现和电机一同动作,从而使伺服系统的跟踪性能得到提高,能实现高速度、高响应。直线电机和旋转电机的位置检测方式的比较如图2.29所示。
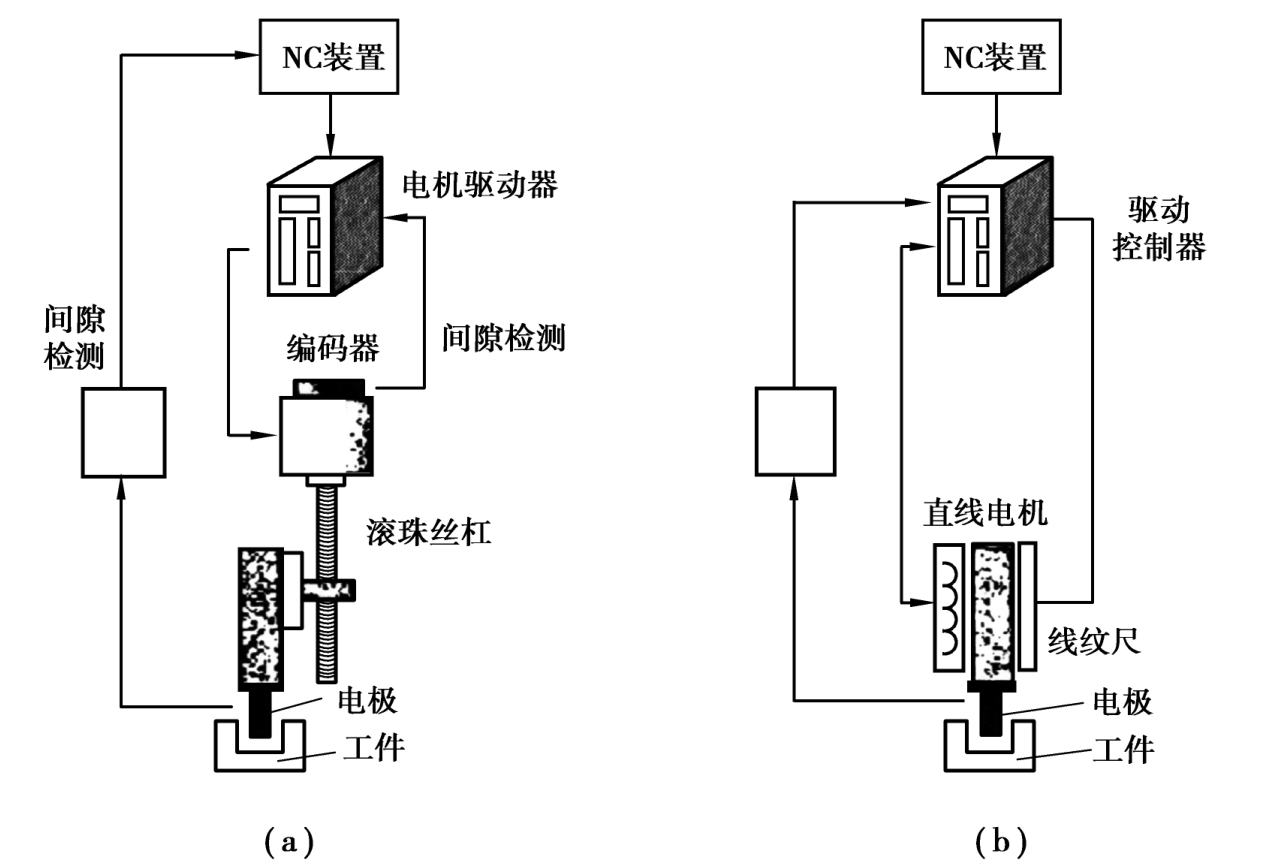
图2.29 位置检测方式比较示意图
(a)滚珠丝杠位置检测 (b)直线电机位置检测
直线电机伺服的优点如下:
①直线驱动电机避免了丝杠等传动件引起的传动误差,也减少了插补时因传动系统滞后带来的跟踪误差,从而明显地提高了电火花加工机床的定位精度。
②由于采用直线电机直接驱动,从而避免了启动、变速、换向时因其他传动件的弹性变形、摩擦、磨损及反向间隙所引起的运动滞后现象,使机床的传动刚度得到提高。
③高速抬刀,具有良好的排屑效果,深孔、深窄槽、深型腔等的加工性能大大提高。高速抬刀的无冲油加工,可减少平动量,提高精加工效率。
④高响应伺服使放电加工更稳定,结构简单,依靠电磁推力驱动,故运动安静,噪声低,从而改善工作环境。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










