



一、熔滴过渡的形式
熔化极氩弧焊有三种熔滴过渡形式:短路过渡、滴状过渡、和射流过渡。
1.短路过渡
熔滴短路过渡的情况如图3-2所示。熔化金属首先集中在焊条或焊丝的下端,并开始形成熔滴(图3-2(a));然后熔滴的颈部变细加长(图3-2(b)),这时颈部的电流密度增大,促使熔滴的颈部继续向下伸延。当熔滴与熔池接触时发生短路(图3-2(c)),电弧熄灭;这时短路电流迅速上升,随着短路电流的增加,作用在熔滴上的电磁压缩力也急剧增大。在电磁压缩力和熔池表面张力的作用下,熔滴与熔池的接触面不断扩大,使熔滴的颈部变得更细。当短路电流增大到一定数值后,在强电流作用下,部分缩颈金属迅速汽化,缩颈即爆断,熔滴全部进入熔池。在缩颈断开的瞬时,电流电压很快回复到引燃电压,于是电弧又重新点燃,焊条或焊丝末端又重新形成熔滴(图3-2(d)),重复又一个周期的过程。短路过渡时,在其他条件不变的情况下,熔滴质量和过渡周期主要取决于电弧长度。随着电弧长度(电弧电压)的增加,熔滴质量和过渡周期增大。如果电弧长度不变,增加电流,则过渡频率增高,熔滴变细。
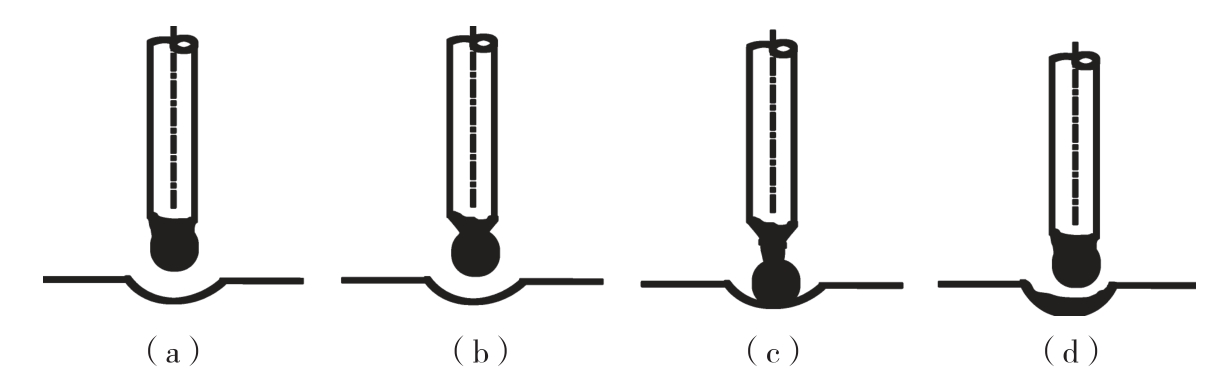
图3-2 熔滴短路过渡形式
2.滴状过渡
当电弧长度超过一定值时,熔滴依靠表面张力的作用,可以保持在焊丝端部上自由长大。当促使熔滴下落的力大于表面张力时,熔滴就离开焊丝落到熔池中,而不发生短路,见图3-3。这种过渡形式又可分为大滴状过渡和细滴状过渡。细滴状过渡的熔滴尺寸和过渡参数主要取决于焊接电流,而电压的影响则相对减小。
3.喷射过渡
喷射过渡的特点是在大的电流密度和一定弧长的条件下,液体金属以很细的颗粒、很高的频率沿着电弧的轴线,由焊丝射向熔池。喷射过渡有射滴过渡和射流过渡两种形式,见图3-4。
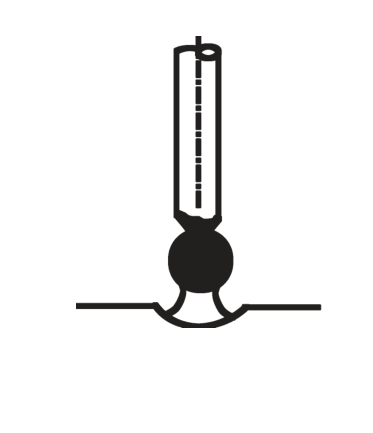
图3-3 滴状过渡形式
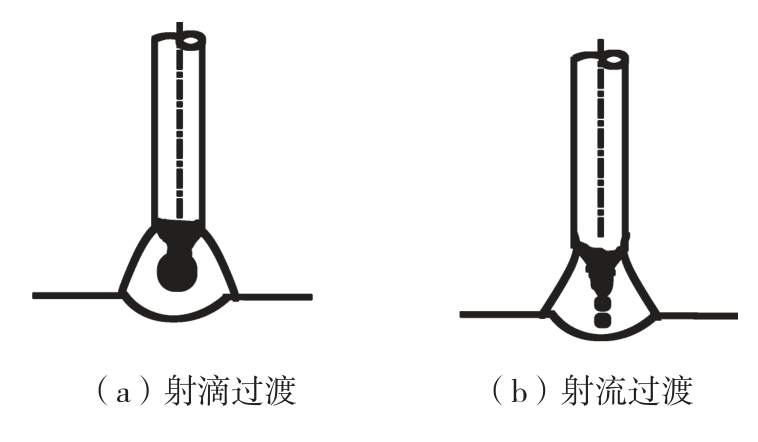
图3-4 熔滴喷射过渡形式
射滴过渡时,过渡熔滴的直径与焊丝直径相近,并沿焊丝轴线方向过渡到熔池中,这时的电弧呈钟罩形,焊丝端部熔滴大部分或全部被弧根所笼罩。射流过渡在一定条件下形成,其焊丝端部的液态金属呈“铅笔尖”状,细小的熔滴从焊丝尖端一个接一个地向熔池过渡。射流过渡的速度极快,脱离焊丝端部的熔滴加速度可达到重力加速度的几十倍。
喷射过渡具有电弧稳定、没有飞溅、电弧熔深大、焊缝成形好、生产率高等优点,因此适用粗丝气体保护焊。如果获得喷射过渡以后继续增加电流到某一值时,则熔滴做高速螺旋运动,叫做旋转喷射过渡。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










