



一、操作技巧
根据钨极氩弧焊的特点,电极是不熔化的,所使用的电流密度不大,电弧具有下降并过渡到平直的外特性。因此,只需要一般陡降的外特性电源,便可以保证电弧燃烧和焊接规范的稳定。
焊枪在焊接电流180A以下可采用自然冷却,焊接电流在180A以上的必须用水冷却。同时,焊枪要求应接触和导电良好,保证有足够的有效保护区域和气流挺度,焊枪上所有转动零件的同心度不应大于0.2mm。
如果焊接时需加填焊丝,送焊丝的焊丝嘴应随着焊丝直径的不同而更换。如所使用的焊丝直径为0.8mm、1mm、1.6mm、2mm,则焊丝嘴的内径相应的为0.9mm、1.1mm、1.65mm、2.1mm为宜。
1.焊前准备
对于焊件焊前焊缝坡口准备及工件的清理工作,与手工钨极氩弧焊相同,可参考相应内容。但要注意的是,自动钨极氩弧焊对坡口组对的质量要求高,组对后的错边量越小越好。允许的局部间隙和错边量见表2-6。如果对接间隙超过表2-6所允许的数值,在焊接时容易出现烧穿。
表2-6 自动钨极氩弧焊允许的局部间隙与错边量

2.焊接规范的影响
焊接规范参数是控制焊缝尺寸的重要因素。在不加填焊丝的自动钨极氩弧焊的焊缝形状如图2-65所示。
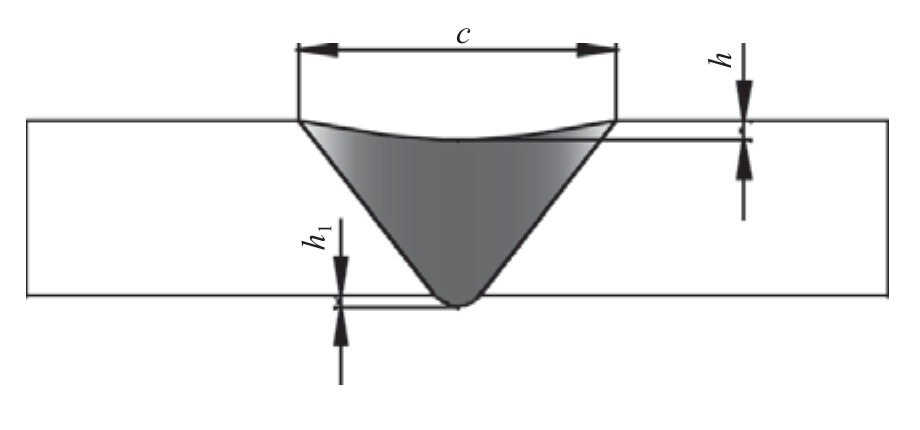
图2-65 自动钨极氩弧焊(不加填焊丝)的焊缝形状尺寸
c—焊缝宽度;h—凹陷量;h1—背部焊透高度
要想获得理想的焊缝形状和优质的焊接接头,除了使用正确的焊接技术外,还必须选择合适的焊接规范。影响焊缝尺寸的焊接规范参数有焊接电流、焊接速度和电弧长度,此外,钨极直径和对接间隙也有一定的影响。
焊接电流I、电弧长度L和焊接速度V对焊缝形状尺寸的影响见图2-66。

图2-66 焊接参数对焊缝形状尺寸影响
从以上三图可以看到,随着焊接电流的增加,焊缝形状尺寸相应的增加;相反,随着焊接电流的减小,焊缝形状尺寸也相应地减小,如图2-66(a)所示。随着电弧长度的增加,焊缝宽度稍有增加,而凹陷量和焊透高度稍有减小;反之,随着电弧长度的减小,焊缝宽度稍有减小,而凹陷量和焊透高度稍有增加,如图2-66(b)所示。随着焊接速度的增加,焊缝形状尺寸相应地减小;反之,随着焊接速度的减小,焊缝形状尺寸相应地增加,如图2-66(c)所示。表2-7为不锈钢自动钨极氩弧焊的焊接参数示例。
表2-7 不锈钢自动钨极氩弧焊的焊接参数

续表

3.焊接
(1)焊件可用加填焊丝或不加填焊丝的手工钨极氩弧焊进行定位焊,定位焊合格后,要将定位焊点与基本金属打磨齐平后,再进行焊接。如果将焊件在焊接夹具上固定后进行焊接,则可不用进行定位焊。
(2)焊接前,应使钨极中心(即电弧的运行轨迹)对准焊件的对接缝,其偏差不得超过±0.2mm,如果背面使用带沟槽的铜垫板,要求在钨极(电弧的运行轨迹)、对接接头中心线和沟槽中心线三条线重合成一条线的位置上,并把工件接头压平。先进合理的工装是保证焊缝成形良好,质量合格的重要前提,否则,由于落后的工艺装备,再先进的焊接设备也无法保证焊缝的成形和质量。
(3)在钨极伸出喷嘴的长度应在5~8mm范围内,即喷嘴到焊件间的距离应在7~10mm范围内,钨极端头到焊件间的距离,即电弧长度应在0.8~3mm范围内。其中,对于不加填焊丝的自动钨极氩弧焊,弧长最好在0.8~2mm范围内;对于加填焊丝的自动钨极氩弧焊,弧长最好在2.5~3mm范围内。
(4)引弧前要先送氩气,以吹净焊枪和管路中的空气,并调整好所需要的氩气流量。然后按下“启动”按钮,使焊接电源与自动焊车电源接通。采用高频引弧时,可用高频振荡器引弧,但电弧引燃后,应立即切断振荡器电源。也可采用接触法引弧,用碳精棒轻轻触及钨极,使钨极与引弧板短路而引燃电弧。
(5)停止焊接时,按“停止”按钮,切断焊接电源与自动焊车电源。电弧熄灭后,再停止送氩气,以防止钨极被氧化。
(6)为了消除直焊缝的起始端和末端的烧缺,应在焊缝的起始端和末端加装引弧板和引出板(熄弧板),引弧板和引出板与焊件材料相同,厚度相同,尺寸约为30mm×40mm,并在引弧板和引出板上进行引弧和熄弧的操作。
(7)焊接需要保护焊缝背面不氧化的材料(如奥氏体不锈钢)时,应在焊缝背面垫上带沟槽的铜垫板,也可焊接时在焊缝背面通氩气,其流量为焊接时保护气体流量的30%~50%。铜垫板的沟槽尺寸见表2-8。
表2-8 铜垫板的沟槽尺寸

(8)当自动钨极氩弧焊需加填焊丝时,焊丝表面应清理干净,焊丝应有条理地盘绕在焊丝盘内,并应均匀地送进,不应有打滑现象。焊丝伸出焊丝嘴的长度应在10~15mm范围内,焊丝与钨极的夹角应保持在85°~90°,焊丝与焊件水平方向的夹角保持在5°~10°,钨极与焊件水平方向的夹角保持在80°~85°之间。焊丝、焊件与钨极的位置如图2-67所示。

图2-67 钨极自动氩弧焊时焊丝、焊件与钨极的相对位置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











