



12.2 压制成形的布料技术
建筑陶瓷生产技术的进步始终与机械设备的革新紧密相关。近几年来出现的新产品诸如幻彩砖、云彩砖、各种各样的“石”等都与压机的布料技术改进相联系。布料装置是压砖机重要的辅助设备,它的功能是输送陶瓷粉料到压砖机模具的模腔,同时推出压砖机压制好的砖坯到输送线,对压砖机模具模腔进行布料。
意大利萨克米(SACMl)公司、西蒂(SITl)公司和IB公司推出的多管布料技术和微粉布料为瓷质砖生产带来革命性影响。国内的一些厂家也在进口设备的基础上研制出类似的布料设备,并且更适合国内厂家追求产量的要求,压机的布料速度比进口设备高,如佛山市宝德陶瓷设备公司的产品。下面对布料系统进行介绍。
12.2.1 单次布料
以萨克米公司产品为例,介绍普通压机配备的布料机构。图12.1是生产瓷质砖的传统布料设备。图12.2是恒力泰机械公司的曲柄一次布料车。

图12.1 生产瓷质砖的传统布料设备

图12.2 恒力泰公司的一次布料车
图12.1是萨克米公司的线性布料机的组成,图中的各个部件作用如下:
CAL——线性喂料机,所有功能由可编程控制器PLC控制,确保高速布料和高定位精度;
CAF——带浮动格栅的移动喂料部件;
ALM——通用移动喂料车;
SP——清洗上下冲头的辊刷。
单次布料过程中粉料的运行路线:面料粉料→套管→ALM→CAF→CAL→模腔→压制。
单次布料车与压机配套使用,主要实现向压机进行一次布料,其结构紧凑,运行稳定,生产效率高。
12.2.2 二次布料
二次布料技术是目前瓷质玻化砖领域较为流行的一种生产工艺,主要适于微粉二次布料,也有为降低生产成本,砖面与砖底不同坯料分开布料而不影响外观效果的粉料布料。一般以砖面为微粉,砖底为不经破碎的喷雾干燥粉料相结合压制而成的产品统称为二次布料产品。可分为抛光、哑抛、免抛三种产品需求,顺应了人们追求自然、产品内涵丰富多变、贴近石材的审美需求。二次布料是通过压机布料设备将预先经过打磨设备加工后的微粉经布料格栅送入压机模框,下模下沉,格栅回车,再将底料经格栅送入压机模框补料并经过压制的一系列动作而成。
二次布料产品因其色彩丰富、自然而大受消费者青睐。所以对颜色的开发至关重要,在色料制备方面也一改传统的色料配制方法。一般有两种,一是直接将色料加入球磨与基料一起球磨配色,该方法易造成污染,球磨清洗不方便,浪费大,目前很少有人使用。二是将色料直接加入装有基料浆的浆池进行搅拌均匀再喷粉。目前大多数生产企业采用该方法。这要求色料粒度一定要细(一般325目筛与<0.3%),而且易于分散,在浆池搅拌3~4小时即可对色喷粉。该产品一般有3~4种色粉,经不同落料管送入压机料车,经格栅布料成形。故对原料车间的要求较高,主要是杂色的防护和清洁。包括浆池、喷雾塔、输送系统、粉箱的防护管理工作。
二次布料包括多管布料和微粉布料。
1.多管布料
从生产传统的单色产品转换成多管布料产品,只要更换格栅,在线性喂料机的基本供料装置上增加MDR旋转阀式混料器设备,调节ALM和CAL即可。多管布料设备如图12.3所示。图12.4是宝德陶瓷设备公司多功能布料系统。

图12.3 多管布料设备示意图

图12.4 宝德陶瓷设备公司多功能布料系统
该设备是由许多管道组成(这也是多管布料产品名称的由来),坯体粉料和色料由管道流入压机工作台上的进料漏斗,同时也流入旋转阀式混料器进行混合,再将夹杂着各种色料色点的坯体料(或主色料)喂入ALM系统。在向模具填料时,ALM的喂料动作和浮动格栅完成整个装饰效果。
在多管布料设备中,MDR混料器是核心设备。它的细节图和剖面图如图12.5和图12.6所示。MDR混料器通过下列方式实现不同的装饰效果:

图12.5 MDR混料器的细节图

图12.6 MDR混料器剖面图
(1)垂直管道里的颜色次序;
(2)阀门开启速度(由变频器控制);
(3)阀门形状。
MDR混料器由于结构简单,因而使用简便。其美学效果可以重复获得,占地很小。标准机型可以处理两种色料+基料(可以为混合色),如果需要还可以处理多达六种颜色:(普通喷雾料、大颗粒料、片状大颗粒料……)+基料。
多管布料工艺如下:
![]()
→CAF(带浮动格栅的移动喂料车)→模腔(模型)→压制
一般多管布料可以产生以下装饰效果:
(1)带统一大小颗粒的纹理或阴阳效果;
(2)带大颗粒(干式或湿式)的纹理或阴阳效果;
(3)带渗花釉应用的纹理或阴阳效果;
(4)带大颗粒和渗花釉的纹理或阴阳效果;
(5)带半抛光斑点的纹理或阴阳结构。
多管布料生产的产品如图12.7和图12.8所示。

图12.7 表面抛光的大颗粒纹理效果砖

图12.8 表面抛光带阴阳效果砖
由于MDR混料器的特点,通常压机的压制速度不慢,基本上不会影响生产线的生产能力。
2.微粉布料
微粉布料产品其实是二次布料产品的一种,它的第二次料粉是经过再磨细的各色喷雾料粉,其仿石效果逼真。
萨克米公司的二次布料设备如图12.9所示。该设备上的各主要部件如下:
CAL——线性喂料机(全电子控制);
CAF——带浮动格栅的移动喂料部件;
SP——清洗上下冲头的毛刷;
ALM——通用移动给料车;
MDR——旋转阀式喂料器;
ACD——二次布料装置,一般与通用料斗(基料)相连,用带移动式键盘的PLC独立控制。
ACD装置是二次布料的一个重要设备,它与其他设备相配套组成,如图12.10所示。组成如下:
①是用于第二层的配料嘴;
②是用于第二层的固定料斗;
③是用于第二层的移动料斗;
④是定量格栅;
⑤是通用喂料车基料料斗。
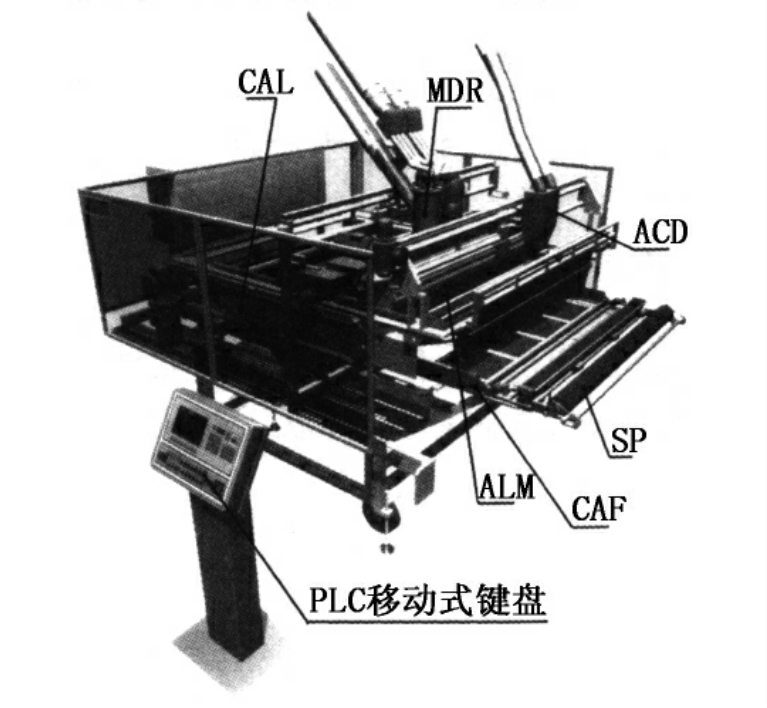
图12.9 萨克米公司二次布料设备示意图

图12.10 二次布料ACD设备装配图
利用二次布料设备,可以布施下列粉料:
(1)着色的喷雾料;
(2)磨细的喷雾料(即微粉布料);
(3)粒状干釉;
(4)大颗粒和片状粒料。
使用磨细的喷雾料时,装饰效果好像直接由粉料“拉伸”而产生的“刮状”色纹,也就是通常所说的微粉布料砖。图12.11是该种产品的照片图。
生产微粉布料产品时还要配套微粉加工设备,把加工好的喷雾料进行磨细处理,一般配置三套磨粉设备即可。同时对压机后的平台进行重新布置。目前国内的大多数陶瓷厂家都是在原来生产普通抛光砖的基础上改产微粉布料产品,对压机后的配套设备改造是不可避免的。因生产品种不同,二次布料系统也各不相同,难以统一。图12.12所示是佛山某公司的设备配置布局图。
国内科达机电股份公司生产的云影系列线条多功能二次布料车是2006年底在“普乐”二次布料车基础上推出的新型线条多功能二次布料设备。除保留了原来二次布料车的全部功能外,还独具“魔术师”的部分功能,可用于生产具有天然石材线条效果的反打

图12.11 微粉布料产品

图12.12 微粉布料系统示意图
线条微粉砖。该机采用滚筒滚动式或皮带下料的方式,机械结构、程序运行采取模块化设计,推料架及微粉小料斗的移动均采用变频控制,定位准确。通过模块化组合可方便实现反打线条微粉、二次微粉布料的正打和反打及快速的幻彩和单次布料功能,使用户的生产组织更具灵活。云影二次布料系统及布料车结构如图12.13和图12.14所示。

图12.13 云影二次布料系统

1小驾车部分;2主架车;3填料器;4推料车;5填料器;6固定下料器
图12.14 云影线条二次布料车主要结构

目前,建筑陶瓷砖的压制成形过程中有正打和反打之分。所谓正打是指坯的正面朝上,反打则是坯的正面朝下。从布料过程来看,正打、反打工艺流程分别如下:
(1)正打:布底料—布面料—压制—出模。
(2)反打:(用格栅)布面料—补充底料—压制—出模
正打与反打相比,反打产品的艺术装饰图案丰富,因为它可以通过格栅来改变花纹,而正打产品在布料过程中,改变装饰花纹的灵活程度较差,显得图案单调。
云影二次布料系统粉料布料按以下顺序运行。车—带浮动格栅的线性移动喂料车—底料—喂料车—下料—补满料—模型—压制
利用二次布料设备,可以布施下列粉料:①着色的喷雾料;②磨细的喷雾料(即微粉料);③粒状干釉;④大颗粒和片状颗粒。微粉布料产品外观如图12.15所示。

图12.15 微粉布料云影产品外观
3.格栅的结构及作用
格栅是聚晶微粉布料板,它是由一组或多组相平等的金属栅条与框架组成,其高度为30~50mm,栅条之间的间距为50~70mm,其形状随地砖花面的纹理而变,其主要作用是帮助布料,使地砖表面的纹样更加逼真、自然。图12.16是三种格栅纹样。

图12.16 格栅纹样
4.微粉料的颗粒要求
制备微粉的设备结构简单,生产效率高。工作时较粗粉料由粉料螺杆输送机送入,经粉碎后由正下方的出料口掉下至输送带输出待用。粉碎机的内部装有研磨杆,研磨盘A、B装有一定数量的材质为高铝的研磨杆,安装结构如图12.17所示。安装时将盘B插入盘A,使盘A、盘B的研磨杆彼此之间咬合,其咬合间隙很小,通过盘B的高速旋转,实现对物料的细粉碎作用。工作过程中可以通过调整盘B的旋转速度来调整细粉的出料细度,以满足成形工艺要求;通过调整进料量来实现产量的要求。目前,一台微粉设备的生产量基本上能满足3000~3500m2/h的用量需求。
制备微粉的颗粒要求为:(1)水分要求为5.3%~5.8%;(2)颗粒要求为15%~18%筛余(80目筛)。

图12.17 微粉研磨机
12.2.3 二次布料的产品缺陷
二次布料产品的生产过程中,除了普通瓷质砖的会出现问题外,主要有以下几种缺陷:
1.底料冒面
这一缺陷的产生主要由设备问题所致。不同厂家制造的布料设备性能各不相同,其生产效率也各不相同。生产厂家为了提高产量,总是把压机的冲压速度调到尽可能高,当超过极限速度时,就会产生底料冒面现象。因此,布料设备生产厂家常提到压机的压制次数(目前国产布料机可以达到4次/分钟)。这是一个很重要的参数,超过该极限速度,就可能出现底料冒面问题。
2.心裂问题
由于砖表面布的是一层经过磨细加工的微粉,不利于坯体水分的排放,干燥器和预热带的参数设置不合适就会出现该缺陷。
3.坯体的变形问题
由于坯体表面布的是一层富含色剂的粉料,而坯体底部基料组成则不同,两者之间的膨胀系数不同,导致坯体烧成过程中出现变形现象,甚至产品抛光后还产生后期变形。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。












