



二、正常气刨过程
引弧成功后,要控制电弧长度在1~3mm之内,碳棒与工件之间的倾角根据要求槽深而定,刨深槽时的倾角应大些。碳棒移动过程中,既不能做横向摆动,也不能做前后往复摆动。因为摆动时不容易保持操作平稳,刨出的槽也不整齐光洁。
刨削一段长度后,碳棒因损耗而变短,需停弧调整碳棒的伸出长度。此时,不应停止送风,以便维持碳棒继续冷却。这样,既可避免重新引弧时出现夹碳,也可以减少碳棒损耗。
如果一次刨槽不够宽,可以增大碳棒直径,也可以重复再刨几次。在需要刨深槽时,为了刨的准,可以先刨一条浅槽,然后再沿这条浅槽往深处刨。每段刨槽衔接时,应在原来的弧坑上引弧,防止触伤刨槽或产生严重凹陷。
1.总体操作技巧
对碳弧气刨操作的总体要求是“准、平、正”。
(1)准。所谓“准”,就是槽的深浅要掌握准,刨削的前进路线要看得准。操作时,眼睛要盯住前进路线,同时还要顾及到刨槽的深浅。碳弧气刨时,由于压缩空气与工件的摩擦作用发出“嘶嘶”的响声,当弧长变化时,响声也随之变化。因此,可借响声的变化来判断和控制弧长的变化。如果保持均匀而清脆的“嘶嘶”声,表示电弧稳定,能获得光滑而均匀地刨槽。
(2)平。所谓“平”,就是手把要端得平稳,如果手把稍有上、下波动,刨槽表面就会出现明显的凹凸不平。同时,还要求移动速度十分平稳,不能忽快忽慢。
(3)正。所谓“正”,就是指碳棒夹持要端正,同时还要求碳棒在移动过程中,除了与工件之间有一合适的倾角外,碳棒的中心线要与刨槽的中心线重合。否则刨槽形状不对称,如图6-6所示。
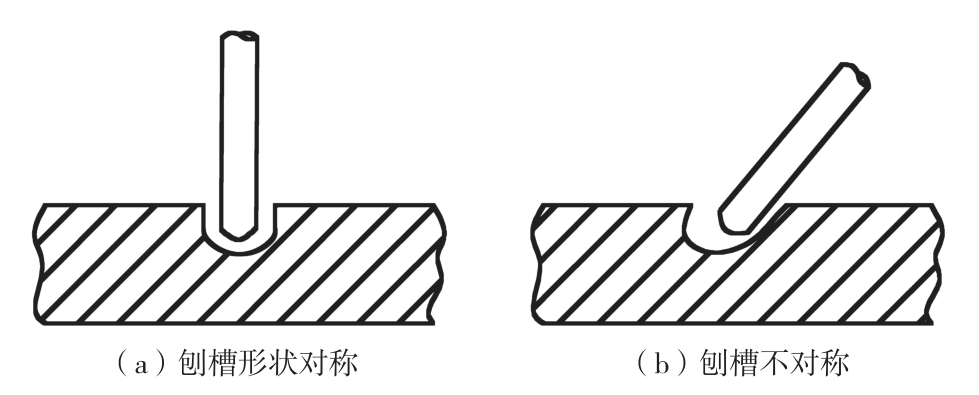
图6-6 刨槽形状
2.刨槽尺寸控制的操作技巧
为了达到要求的刨槽尺寸,除了依靠选择合理的刨削工艺参数外,还需要靠操作者去控制。控制刨槽尺寸的操作方法有“轻而快”和“重而慢”两种操作手法。
(1)“轻而快”的操作。所谓“轻而快”的操作,即是手把要下按轻一点,使刨槽的深度浅一些,而刨削速度快一些。这样,得到的刨槽底部是圆形的,虽然有时也呈V形,但没有尖角部分。当采用较大电流和这种“轻而快”的手法时,刨削处的槽表面光滑,熔渣容易清除。对一般不太深的槽(如12~16mm厚钢板只要求刨4~6mm深度的焊根时),用这种手法最合适。当刨槽的深度为4~6mm,宽度为10~12mm时,采用300~350A电流,1.5~1.6cm/s的刨削速度最合适,这时,不仅电能得到充分利用,而且碳棒的烧损也不严重。
(2)“重而慢”的操作。所谓“重而慢”的操作,即是手把按得重一些,往深处刨,刨削速度稍微慢一些。在用大电流的情况下,以这种手法操作,刨削的槽较深。在用小电流的情况下,以这种操作手法刨削得到的槽型与“轻而快”手法刨削得到的槽型相近。“重而慢”的操作时,碳弧散发到空气中的热量较少,同时,由于刨削速度较慢,因此通过钢板传导散失的热量较多。这时,由于碳弧的位置深,离刨槽的边缘远,所以不会引起粘渣,但应避免将手把按得太重,否则容易出现夹碳缺陷。另外,由于刨槽较深,熔渣不容易被吹上来。停留在后面的液体金属往往会把电弧挡住,使电弧不能直接作用于未熔化的金属上面。这样,不仅刨削效率下降,而且刨槽表面不光滑,还会导致粘渣。所以采用这种刨削操作方法,对操作急速要求较高。
另外,在需要时还可以利用倾角大小来控制和调整刨槽的宽度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









