



单元5 U字形生产线的应用
如果简单地把直线形的生产线改成U字线,可能只是在形式上作了改变,不可能有实质上的变化。企业必须根据U字线的特点,灵活运用U字线。
5.1 U字形生产线的运用要点
U字形生产线的运用要点如图3-10所示。
图3-10 U字形生产线的运用要点
U字形生产线的要点:
彻底贯彻IN-OUT生产有节奏地重复作业设定标准在制品,减少等待支援作业的彻底执行
1.彻底贯彻IN-OUT生产
U字线的第一道工位(过程)和最后一道工位由同一个人担任,这样他可以控制生产线内的生产节奏和在制品数量。IN指第一道工位,OUT指最后一道工位。
2.有节奏地重复作业
重复作业指作业顺序固定化,以固定的节奏和作业顺序进行反复的工作。不管谁做,作业顺序都要一样,这样能减少低级错误作业。如果发生外部混乱可以防止错误发生。如果进行援助作业,按顺序进行也不会发生错误。
3.设定标准在制品,减少等待
虽然在过程设计时对生产线进行负荷平衡,但不可能使生产线的不平衡损失率为零,所以企业可以在过程之内设定规定数量的在制品不让前后过程的作业者有等待等状况的发生及减少设备自动运行情况下的等待现象。
4.支援作业的彻底执行
支援作业指过程间发生规定台数以上或以下在制品的情况下,前后过程进行援助。这样即使发生作业延迟情况,但通过援助作业也会缓解焦急的状况,可进行稳定的生产。此外,通过互相帮助可以提高生产线内的同事之间的互助意识。
5.2 U字形生产线的种类
1.分割方式
如图3-11所示,这种方式的特征是U字形生产单元中由多人进行分担作业,流水线一般为U字形。由于进行作业的分担,所以在多能工还未完全形成时,这种方式比较实用。对应量的变化时,可以把作业过程进行更小的细分,使作业者的组装零部件数减少,以减少C/T(CycleTime,作业周期)。
图3-11 分割方式
分割方式由于有数人生产,势必产生作业的损耗。分割方式的流水线如果其作业分配及作业顺序与直线形一样,就失去了U字线的优点。因为直线形生产线同样可以进行作业的合并。仅仅将直线拉成U字线是没有任何意义的。
2.一人方式
一人方式指U字形生产线中只有一人从头至尾完成整个产品的生产,采用这种方式后,半成品会减少,L/T(交货期)会得到缩短,能真正体现出U字形生产方式的优点。这种方式的缺点是作业者的多能工化会花时间,要对应量的变化比较困难。
由于一个人做有100个零部件的产品时非常困难,所以在一人生产方式中,要选择由30—50个零部件组成的产品进行生产。另外,进行一人方式生产时,一天的量是有限的,如果过多地增加一人方式的流水线,其投资成本也会相应地增高,所以要注意。一人生产方式适合于以下生产。
(1)技术难度较高要求精密生产的产品。
(2)作业者的技能较高。
(3)生产量比较少,但经常切换的产品。
3.复合方式
所谓复合方式是由两个以上单体U字形生产单元组成的流水线(见图3-12)。组合的方式不同,可以形成各种方式。一般常见的是零部件组装单元与总体组装单元合在一起的形式。零部件组装单元组装的零部件实时地供给总体组装单元。其他方式有巡回方式与分割方式、巡回方式与一人方式结合等。
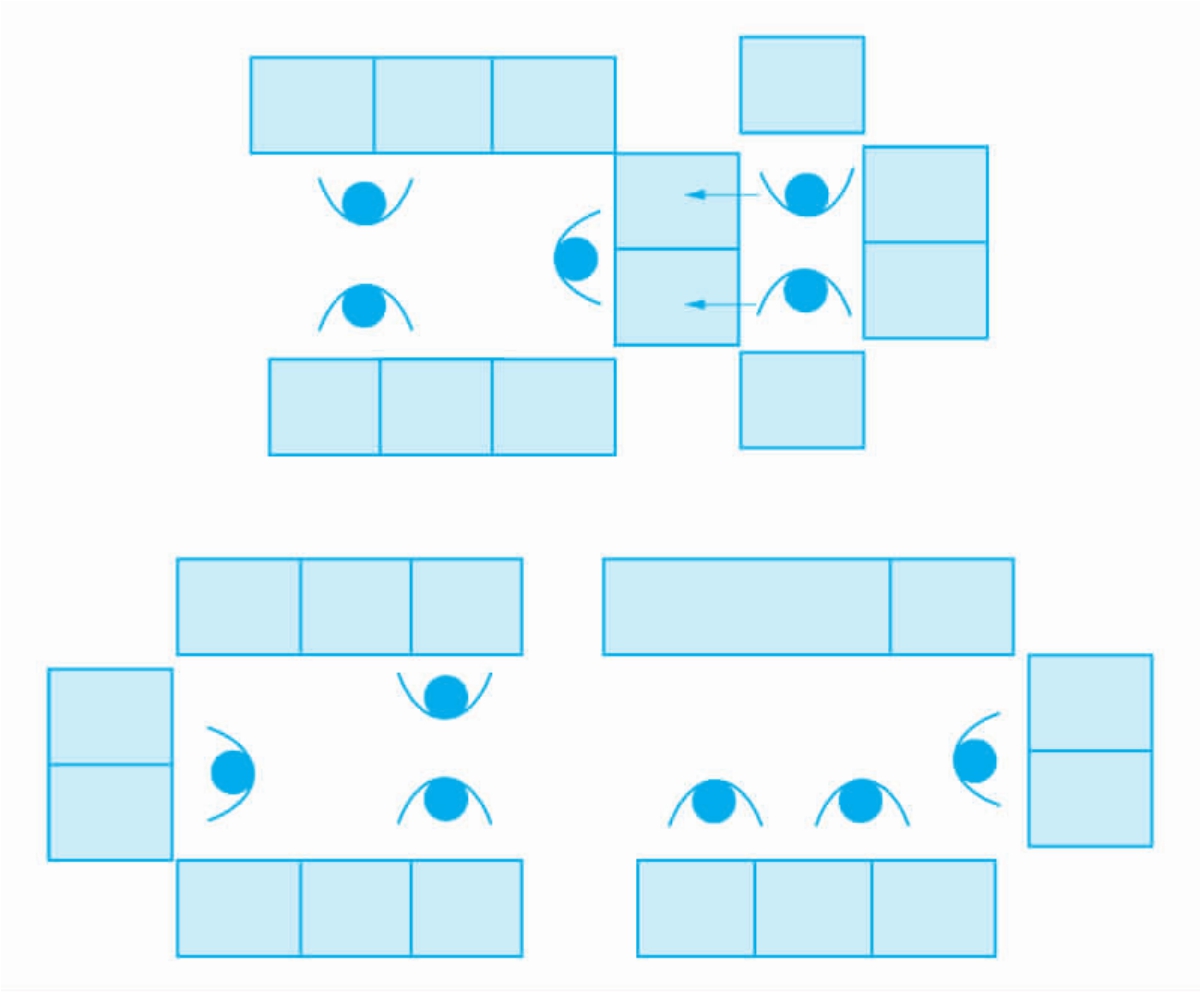
图3-12 复合方式中不同的复合方式流水线
用复合方式进行生产时,各细胞单元的同期化生产非常重要,否则,会增加流水线的半成品及延长L/T(交货期)。所以,此时的生产计划与生产管理是非常重要的。
采用复合方式生产的要点如下。
(1)在零部件个数较多时,采用复合方式。
(2)容易模块化的产品,采用复合方式比较容易。
(3)复合化是同期化的最终形式。
(4)组合不同产生的复合方式也不同。
5.3 大批量生产时U字线是否适用
U字线生产同样也适用于大批量的生产,企业可以从以下几方面着手进行大批量生产。
(1)在U字线中增加人员,如从3人增加到5人,但对标准作业必须进行修改,事先制定好与人数所相应的标准作业。要注意的是不能大量在U字线中增加人员,否则会失去U字形生产的特点,而且人数越多不平衡损耗必然越大。
(2)增加作业时间,如原来是一班进行生产的,现在改为进行两班生产,在不改变一班流水线人数的情况下,产量可以翻一番。
(3)把产品的生产分为几个阶段的模块分别由各自的U字线进行生产,然后进行总装。
(4)在设备能力不足的情况下,增加流水线,进行设备投资。这种情况下直线形流水线也会碰到同样的问题,即设备的瓶颈问题。
提高效率:直线形生产线改为U字形生产线
本例是把直线形生产线改成U字形生产线的例子,目的是提高生产的效率,调动员工的积极性,进行以人为本的生产线设计。
本案例是一个电器产品的生产流水线,过去一直沿用直线形的生产线,把人作为机械一样使用,8小时进行一个动作,人没有走动,容易疲劳。改为U字线以后不但效率得到提高,人一直在走动,不容易产生疲劳。另外,由于是一人干几个岗位,人的思维也比较活跃,这样使员工的积极性充分地被调动起来。
1.生产线布局
该生产线布局如图3-13所示,是一条直线形生产线。图中数字①—⑧表示作业工位,从图中可以看出,本生产线一共有8个工位,有5个人作业,第1人担当第1工位;第2人担当第2工位;第3人担当第3和第4工位;第4人担当第5和第6工位;第5人担当第7和第8工位。
图3-13 最初的生产线布局(直线形)
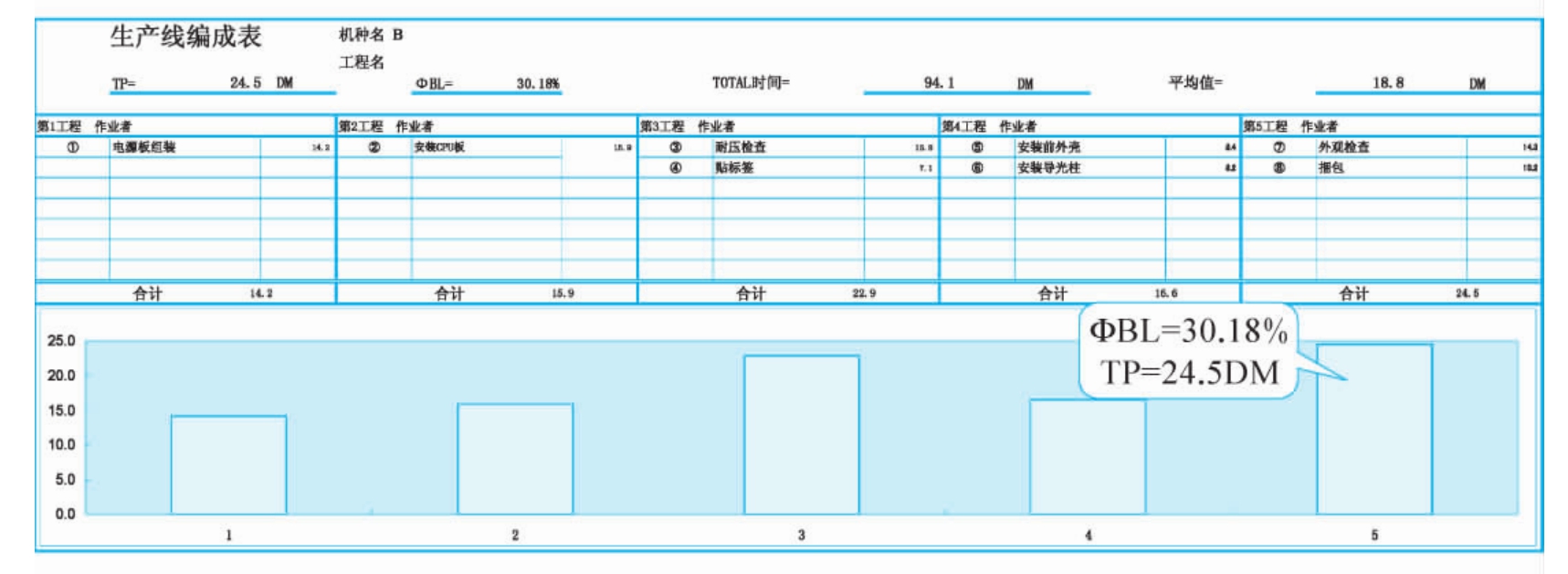
2.生产线编成表
表3-4是生产线的编成表,其中ΦBL称为生产线的不平衡损失率,其计算方法请见第四章单元2,TP表示加工时间最长的过程(其英文的全称是:Top Time)。
根据计算其不平衡损耗率达30.18%,非常大。
表3-4 生产线编成表
3.问题点
表3-5是对该生产线存在问题的分析及改善对策。
表3-5 该生产线存在的问题及改善对策
该生产线改善的关键点如下。
(1)直线形生产线改为U字形生产线后,可以由同1名作业员进行IN-OUT作业,控制生产线节奏,保持标准手持数。
(2)将直线形生产线改为U字形生产线后,可以充分发挥其灵活性,进行转身作业,达到最大作业平衡性。
4.改善后效果
(1)把生产线改成U字线后的生产线布局如图3-14所示。作业员从原5人减少到现在的4人。
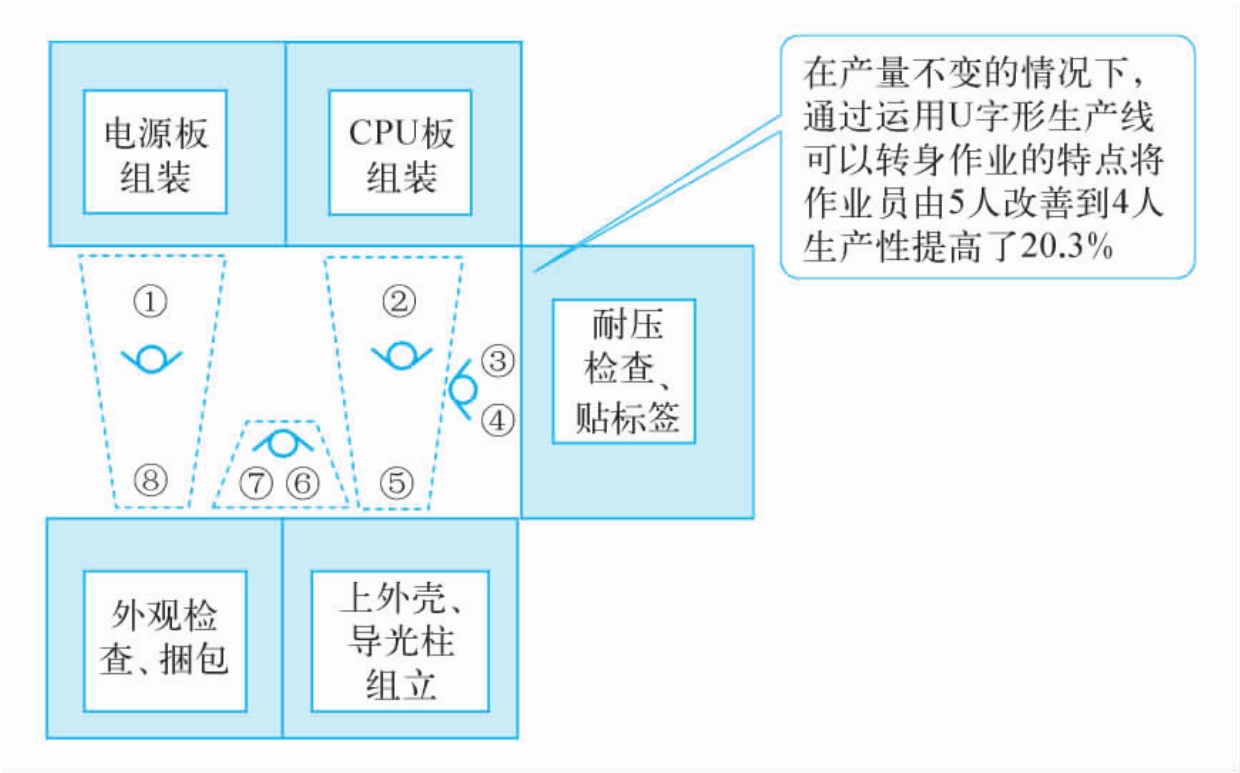
图3-14 改善后的生产线布局(U字形)
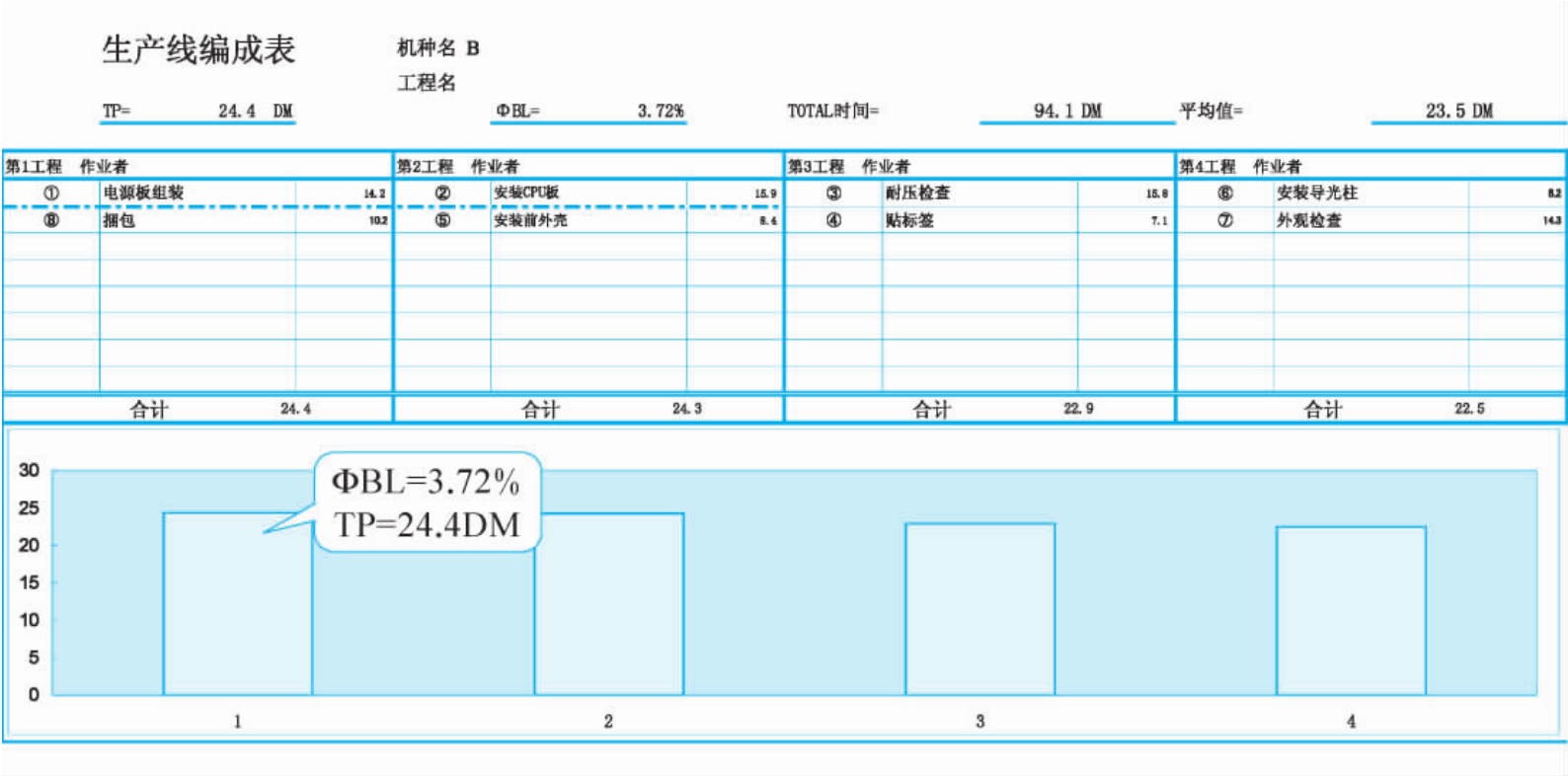
(2)生产线编成表,新的生产线编成表如表3-6所示。新生产线的不平衡损失率可以减少到3.72%,效果非常明显。
表3-6 改善后的生产线编成表
(3)表3-7列举了这次改善的成果。
表3-7 生产线改善后的成果
注:效率提高计算:((改善前TP×人数)-(改善后TP×人数))/(改善前TP×人数)×100%((24.5DM×5人)-(24.4DM×4人))/(24.5DM×5人)×100%=20.3%
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










