



单元7 生产性指标
在生产现场的4M(Man、Machine、Method、Material)中,人(Man)、设备(Machine)、材料(Material)是企业投入的直接性的资源,而方法(Method)是企业投入的间接性的资源,是企业的知识、经验的积累。衡量企业的生产性也就是衡量企业的现场的经济效果。举个例子说也就是投入100元人民币能有多少回报?是得到110元还是120元?企业的一切活动都是以人和设备为中心,材料是加工对象,所以,我们可以以一个工作的人能产生多少劳动成果来衡量企业的生产成果,这样可以有各种考核指标,如附加价值生产性、作业效率、台数生产性等,其实质的意义是一样的。此外,可以用设备运转率等指标来考核设备的生产性。以此类推,可以进行其他指标的计算。
7.1 关于人的生产性指标
图1-16展示了企业所投入工时与实际产生附加价值工时的损耗关系。从图中可以看出各种投入与产出的关系,有助于我们有的放矢地进行各种改善。
图1-16 劳动工时损耗梯形图
(1)附加价值生产性。附加价值生产性的计算公式如下。
附加价值可以以日、周、月或年为单位统计。
总作业工时=总作业人员×一天有效工作时间(减去休息、教育等时间,这些时间是事先固定的)×计算周期(如一个月:则20日)
注意别忘了计算加班的时间。
当然以上公式中总作业时间也可以以人数来表示,这样附加价值的生产性就是人均附加价值额。不过考虑到加班等因素,要以换算人员来计算。其计算公式如下。
![]()
(2)作业效率。作业效率是以当天、当周或当月的被生产产品的标准工时除以实际工时。其计算公式如下。
使用工时时单位越小越好,最好以分、秒为单位。
当实际工时大于标准工时时,作业效率小于100%,反之作业效率大于100%。
(3)台数生产性。台数生产性指单位时间或人均的生产台数。其计算公式如下。
![]()
7.2 关于设备的生产性指标
设备是高价品,过去设备的折旧时间很长,达到20年,随着技术的飞速发展,设备的淘汰速度非常快,所以现在设备的折旧年限一般都设定在5年。这样以5年(60个月,每月20天,每天480分钟)来计算每分钟的设备使用价格的话,这个价格就已经比较高了。如果在应该使用时间内不断发生设备故障,或虽然没有故障但由于计划、机种切换等问题造成设备实际没有作业的话,其每分钟的使用价格还会更高,这样会导致产品的实际制造成本上升。
所以考核设备指标有两个,即设备完好率、设备运转率。
(1)设备完好率。设备完好率的理想指标是100%,但实际上是比较困难的,特别是对于高价设备企业一般都让它全年24小时在作业,有时连检修、维护时间都没有,往往到出了故障才意识到平时检修保养的重要性。其计算公式如下。
对于24小时连续运行的设备可以用下列公式进行计算。
总之,不管用什么方法,统计要有连续性才能及时、正确地反映出改善的成果。设备完好率的考核对象是企业的设备维护部门。
(2)设备运转率。设备运转率指设备通电时间中有效工作时间的比例(如图1-17所示)。其计算公式如下。
生产中由于要工夹具、软件的切换、调整,材料的补充,设备的小故障等因素,实际作业时间必定小于设备的通电时间。随着小批量、多品种生产的发展,如何减少切换时间提高运转率是生产现场的一大课题。
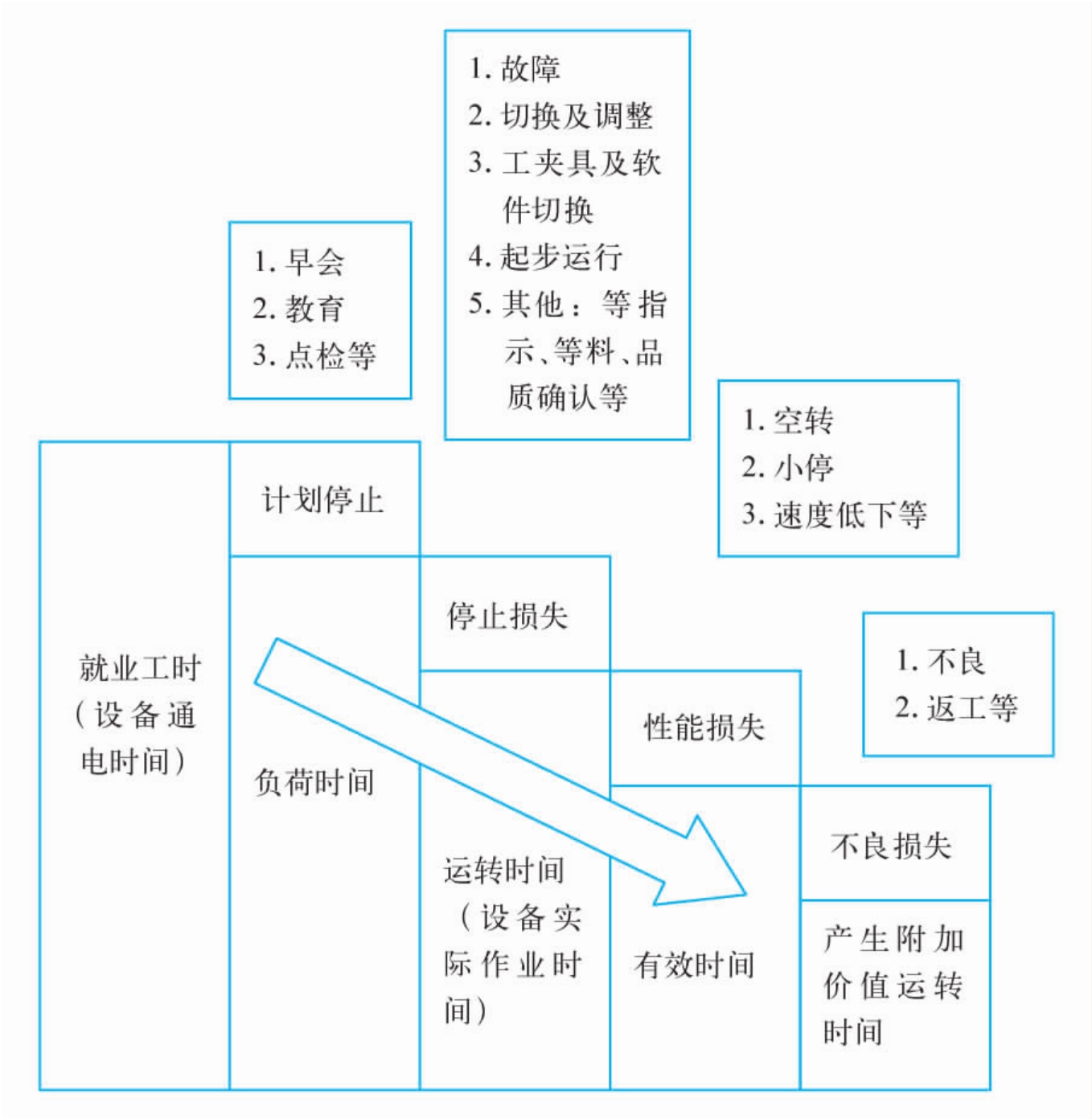
图1-17 设备工时损耗梯形图
7.3 关于原材料的生产性指标
加工过程中必定会产生各种材料的损耗(如图1-18所示)。其计算公式如下。
![]()
原材料生产性与生产线品质直接相关,过程中品质不良率高,原材料的生产性就差。
图1-18 原材料损耗梯形图
7.4 关于品质的生产性指标
以品质为指标主要是直行率。其计算公式如下。
7.5 关于空间的生产性指标
空间的生产性是指单位面积产生的附加价值额。其计算公式如下。
![]()
通过5S、过程的结合、小批量生产等方式可以有效地减少使用空间。对这些空间要进行标识,禁止乱用,并进行登记,让这些空间用作布置新的生产线等,可以使其真正地发挥作用。
7.6 个体效率与整体效率
在以上进行生产性评价时,要注意的是不要陷入追求局部效率或某个过程的个体效率中去,即虽然局部效率最大化了,但由于后过程的瓶颈问题,不能及时消化前过程的产品,造成库存非常高,对企业来说总体效率反而下降了。在这个方面,主要要注意以下概念和问题。
(1)个体效率指仅考虑各个设备及作业者的生产效率。某一过程效率最大化,就可能产生过多的制造、等待、库存等浪费。
(2)整体效率指进行符合市场节拍的生产,考虑企业的整体效率,努力达到浪费的最小化。
精益生产(JIT生产)重视的是整体效率,而不是个别效率。
例:某企业对某生产性进行过程改善,改善前后的效果如表1-2所示。
表1-2 改善前后效果分析表
过程总改善时间为30秒,但生产线的改善成果只有5秒,过程1是瓶颈。相反,其他过程个别效率的提高只会增加库存。所以,改善时眼光不能局限于某一个过程,而要放眼于整个流水线,使某个过程的改善成为如下所示的,真正实现个体效率的改善。
(3)表面的个体效率。所谓表面的个体效率通俗地讲就是原来5人每天能制造1000台产品,通过积极的改善,5人每天能制造1 200台产品,效率提高了20%,但是由于其他过程没有得到改善,这200台产品成了库存,这就是过多的制造。
(4)真正的个体效率。所谓真正个体效率通俗地讲是原来5人制造1000台产品,通过改善,4人制造1000台产品,这是真正降低成本的效率改善。
所以,生产现场需要的是“少人化”的真正的个体效率的提高,而不是“表面化”的个体效率提高。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。












