



17.7.5 新工艺新技术的推广应用
1)分段片段化制造技术
采用合理的方法,在生产设计阶段把每个分段划分成各种片段(组立)。片段化制造具有下列优点:
(1)有助于流水线化生产,且把原来的单线施工方法变成多线同时作业,提高了工作效率,缩短了分段制造周期。
(2)大大减少了一次性立柱式胎架的制作数量,减少了胎架的制作费用和周期。
(3)有效缩短了分段制造场地的占用时间,提高了场地使用率。
(4)分段制造大部分采用平面作业,有效减少了立体作业面,扩大了施工作业面,改善了施工条件,提高了施工安全性。
(5)有利于分段制造焊接机械化、自动化的应用。
(6)减少了分段制造过程中的翻身次数。
(7)使复杂分段制造简单化,降低建造难度。
(8)片段化制造有助于提高分段的装配精度和自动化焊接率,有利于建造质量的提高。
(9)使分段的预舾装时机提前了,改善了预舾装的作业环境。
(10)分段验收从片段开始,加快了分段的验收进度,也改善了验收环境,提高了验收的合格率。图17.7-5所示为上边水舱片段化建造法的流程。

图17.7-5 上边水舱片段化建造流程图
2)跟踪补漆技术
船舶在建造过程中,由于开孔倒角、自由边、冷热加工、电焊烧损、火工校正、运输吊装、管系以及舾装件安装等原因引起钢材表面的损伤、锈蚀导致车间底漆破损,而进行打磨除锈后修补与周边完好涂层相同油漆的过程称为跟踪补漆。实施跟踪补涂对于提高涂装生产效率,降低分段涂装成本、缩短涂装周期和造船周期,提高涂装厂房、设备、设施的使用效率,减少对涂装施工人员的健康影响和环境污染等方面具有很好的作用。
跟踪补涂主要分为分段阶段跟踪补漆、总组阶段跟踪补漆和船坞(船台)搭载跟踪补漆。其中,分段阶段的跟踪补漆工作量最大,约占跟踪补漆总工作量的70%以上,并可减少分段涂装时,冲砂打磨的工作量95%以上。跟踪补涂范围主要为小组立部件、T排自由边和焊缝补漆、火工加工后补漆、FCB法焊接后补漆、埋弧自动焊补漆、分段各阶段自由边打磨后补漆、火工矫正后补漆、装配马脚修补后补漆、装配焊接结束后的焊缝补漆、各种舾装件安装对船体表面损坏后的补漆和预密性试验补漆等方面。
补涂工作应尽可能在天气良好时进行,气候潮湿或气温较低的季节应在室内进行;在外场进行跟踪补涂工作时严禁在雨天、雪天、雾天且无遮蔽的情况下进行补涂;一般情况下,对于环氧、焦油环氧涂料,当环境温度低于5℃时,不应进行涂装;对于环氧类涂料的涂装,当环境温度低于5℃时,应选用冬用型;对于水性涂料,当环境温度低于0℃时,不应进行涂装,当环境温度低于0℃时,应采取措施对涂装进行预热处理;在潮湿表面上不允许进行补涂;涂装施工应在相对湿度下不超过85%时或钢板表面温度高于露点3℃时进行。另外,跟踪补涂前还应该注意:切割过程中在所有的板材、加强材上书写编号时,应采用油性笔材(不得使用油漆或水性材料);补涂分段(舱室)应打扫清洁,并去除铁锈、垃圾等污物,使施涂区域保持清洁和干燥,如有妨碍补涂工作的附件、墩木应予以拆除或移位;实施预涂前,分段(舱室)内的主要管路、接头都已安装结束,主要焊缝都已焊接、修补、打磨结束,同时已经过无损探伤并检验合格;在分段实施补涂前,对有密性要求的焊缝都已经过预密性试验且验收合格。
3)肋板拉入法技术
肋板拉入法在货舱区分段的平直部分实施。通常肋板拉入法技术适用于下列构件的装配:货舱区内双层底肋板与内底板装配;舭部肋板与外底板装配;下边水舱肋板与斜底板装配;上边水舱肋板与旁板装配;上边水舱肋板与斜底板装配等。且肋板应垂直于安装肋板的结构面,内底板、外底板、斜傍板上的纵骨安装应准确,如有可能可以用钢带进行检验。安装纵骨前,首先要检查纵骨的理论线方向,即板厚方向;纵骨安装定位后,对每根纵骨的安装情况进行检查,在合格后才能焊接;待纵骨焊接完工后,再对纵骨垂直度进行测量,垂直度≥1.5mm时,用火工校正到位;同一分段内的纵骨同一规格,同一材质,纵骨必须是整根,中间不设接头。图17.7-6所示为长肋板拉入操作过程现场图。

图17.7-6 30万吨FPSO长肋板拉入法示意图
4)预密性试验技术
分段焊缝预密性试验的方法有充气试验、真空试验、着色试验、磁粉试验和超声波试验。对于角焊缝一般采用充气试验方法,局部的地方可采用真空试验方法。角焊缝密性试验的原则是对不开坡口的角焊缝采用充气气压试验(止漏孔外侧采用着色试验补充)外部喷涂检验液,以检查角焊缝的渗漏情况。角焊缝密性试验的区域,应是构成舱室边界的各种填角焊接头。
(1)采用磁粉试验的区域有:下边水舱斜板与内底板、外板角焊缝;上边水舱斜板与甲板、外板角焊缝;甲板与舷顶列板角焊缝;槽形舱壁与上下边水舱斜板角焊缝;槽形舱壁下墩座面板与直撑板、斜撑板角焊缝;槽形舱壁与下墩座角焊缝;下墩座直撑板、斜撑板与内底板角焊缝;槽形舱壁与上墩座面板角焊缝。
(2)采用充气试验的区域有:双层底分段的管弄纵桁与内外底板及水密肋板角焊缝;双层底分段水密肋板与内外底板角焊缝;下边水舱水密肋板与斜板、外板以及水平桁材角焊缝;上边水舱水密肋板与斜板、外板、甲板角焊缝;小甲板横向肋板与甲板角焊缝;槽形舱壁与边管弄、边管弄与外板角焊缝。
(3)对水密构件的纵骨无论是角钢、球扁钢、T形材,穿过水密构件时,补板必须是整块的。
(4)角焊缝充气法密性试验装置采用安装连接板形式,焊缝的一端在连接板上安装压缩空气进气管接头,另一端在连接板上安装压力表接头,并在焊缝两端开止流孔,用电焊焊死,使被检验角焊缝达到全封闭。角焊缝密性试验的检验压力为0.015~0.02MPa。由于分段是以片段为单位进行制造和验收的,因此,预密性也提前至片段验收时提交,片段合拢处水密焊缝的预密性留到分段验收时检验。在片段或分段制造时,根据施工图上标注的预密性信息将密性试验工装安装好;在焊缝间断的转角处需开好止流孔,并采用分片、分段自检,装焊逐段试验检查,直至整条焊缝密性合格。对不能进行预密性的转角区域,改用着色试验来替代。图17.7-7所示为角焊缝采用充气法进行预密性的示意图。
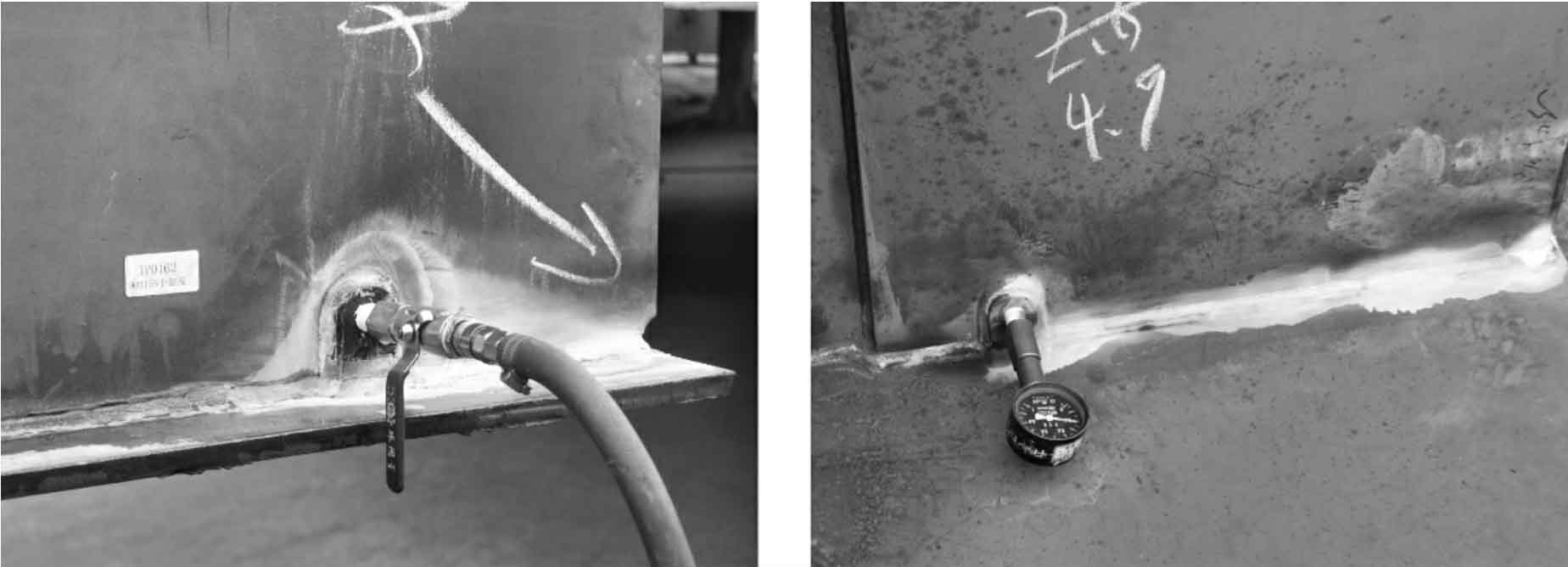
图17.7-7 角焊缝采用充气法进行预密性试验示意图
5)艉轴管分段、挂舵臂分段预镗孔技术
轴系和舵系的镗孔提前至分段时进行,缩短了坞内的周期。同样,主机轴系安装,部分由码头提前至船坞(船台),缩短了码头的周期。既能保证质量,又缩短了造船周期。艉轴管、挂舵臂分段在船体结构制造完毕后,在固定的镗孔区域进行镗孔,此时的中心线是根据分段的中心采用照光来确定的。(如图17.7-8和17.7-9所示)。

图17.7-8 艉轴管在分段阶段镗孔图

图17.7-9 挂舵臂在分段阶段镗孔图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











