



8.2.8 艏柱和艉柱装焊工艺
8.2.8.1 艏柱装焊工艺
艏柱按成形工艺不同可分为锻造艏柱,铸造艏柱、钢板焊接艏柱和由铸钢加钢板焊接混合组成的艏柱等几种形式。
锻造艏柱断面形状一般比较简单,常呈矩形,目前锻造艏柱仅用于小船上;
钢板焊接艏柱质量较轻,便于维修,但在曲率变化较大的部位加工难度大,接缝多;
铸造艏柱虽然能通过铸造加工成曲率变化较大的形状,且可承受较大的外力,但重量大,目前铸造艏柱已被淘汰;
混合式的艏柱是在线型较瘦、曲率较大、承受外力大的设计水线附近的一定范围内采用铸钢形式,而在其他部分,采用钢板焊接的混合结构形式。
钢板艏柱是众多船型的首选结构,一般在其所属的分段中,部装成形后,直接安装于艏总段。
钢板艏柱装配在胎架上进行,有正装和侧装两种形式。
1)工艺流程
平台划线→竖立艏柱安装模板→吊装艏柱板→焊接→结构划线→内部结构装焊→拆除与模板间定位焊→ 翻身焊接→矫正变形→完工测量。
2)技术要领
(1)在装配之前,用内卡样板对艏柱板的形状进行复查,所有横向加强肘板都要用样板重新划线;
(2)肘板装上艏柱板时,不能使艏柱板有局部凸出或凹陷,不能有扭曲现象,要保持艏柱型线的光顺。
8.2.8.2 艉柱装焊工艺
艉柱由铸钢制成或与钢板组合而成,大型船舶一般采用铸钢结构或钢板与铸钢组合结构。
艉柱是舵和螺旋桨的支撑,既需要有足够的强度,又要求保证外形的精度,因此,对艉柱的质量要求很高,为了确保装配质量和便于施工,一般艉柱装配都是在胎架上采用卧式装配法进行的。
1)铸钢艉柱装焊工艺
艉柱的形状复杂且受铸造设备的限制,所以要分成几段浇铸,再经过装配焊接而成一个整体,如图8.2-25所示。
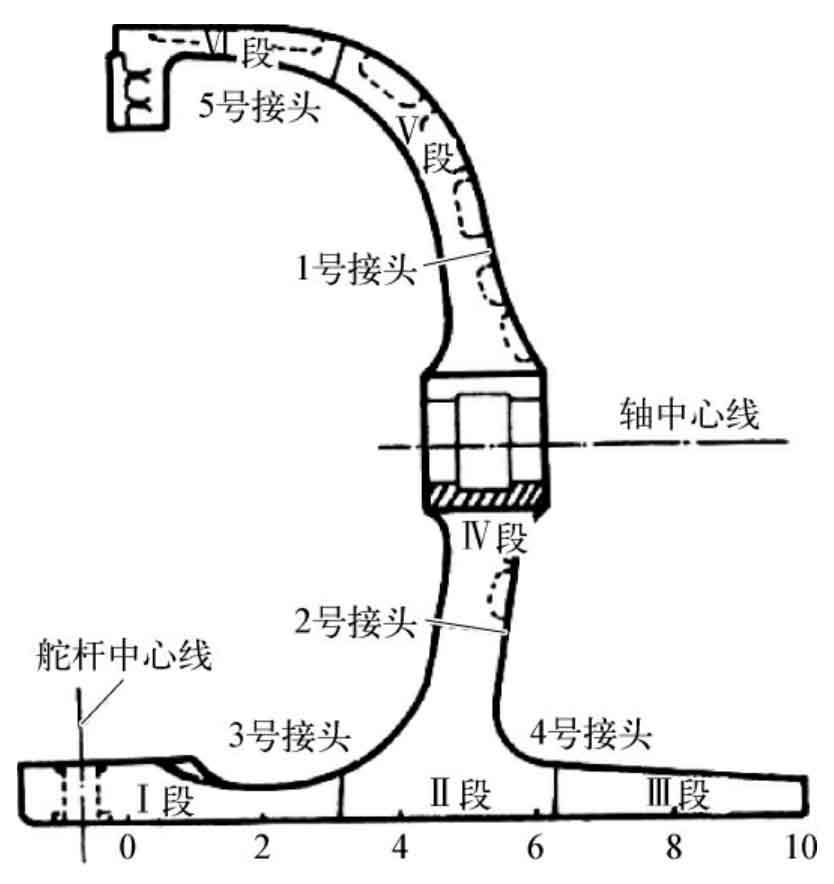
图8.2-25 铸钢艉柱结构示意图
(1)工艺流程(见图8.2-26)。
平台上划出艉柱轮廓线、轴线、舵杆中心线、水线、肋骨线→竖立艉柱安装模板→吊装艉柱零件→开准对接坡口→吊对艉柱型线、艉轴与舵轴中心→装配定位→加强→焊接→拆除模板定位焊→矫正变形→焊缝热处理→修顺与外板的搭接边缘→测量。
(2)技术要领:
—艉柱接头端面按要求加工,组装时要采取反变形措施;
—艉柱经电渣焊后,必须对焊缝进行热处理,以消除内应力,稳定焊后的形状,防止再发生变形;
—整个艉柱装焊过程中,要按规定进行检查,如舵杆中心线与水平基面线的垂直,与艉轴中心线的垂直,并与舵杆中心线与艉轴中心线同在一中纵剖面内。
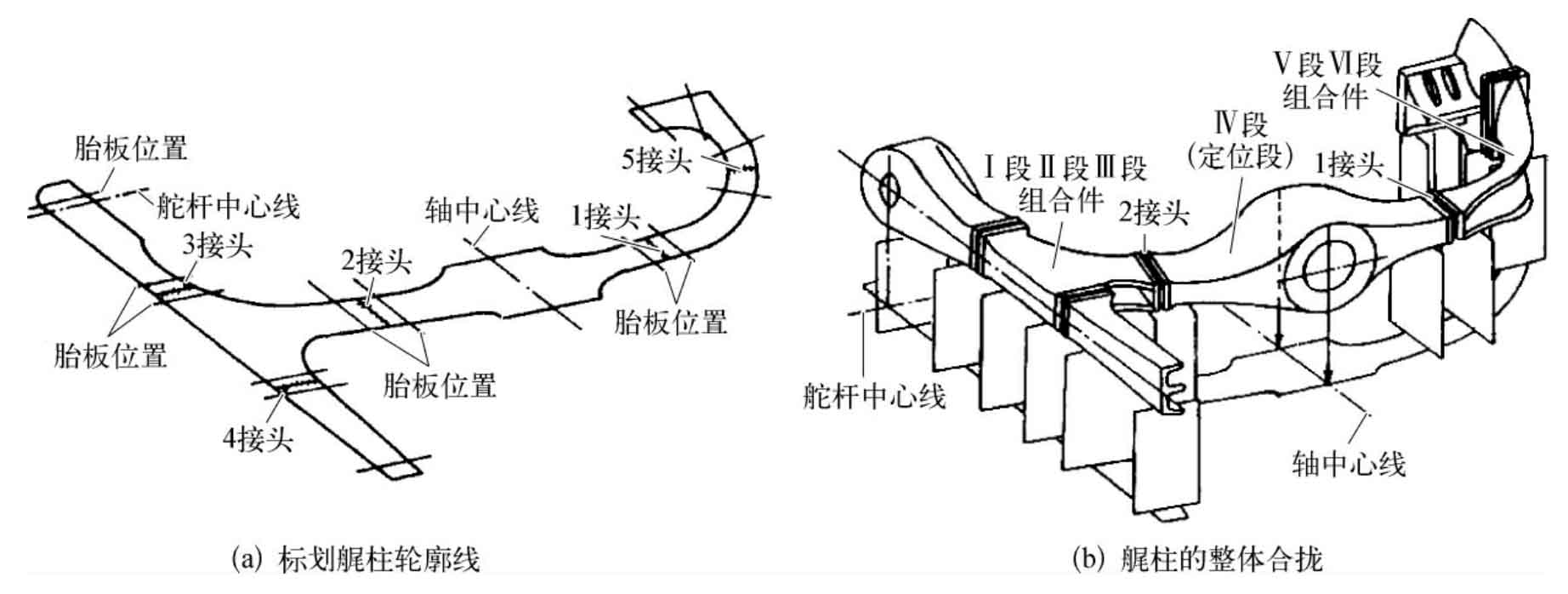
图8.2-26 艉柱装焊图
2)钢板艉柱装焊工艺
大型船舶的艉柱结构,从20世纪70年代以后已由铸钢艉柱转而采用钢板艉柱。由于强度上的要求,艉柱的板材厚度均比较大,一般在25~50mm左右,故焊接量相当大。钢板艉柱的装焊工艺有两种:整体组装和小段组装法。整体组装法多用于中小型船舶。
(1)大型钢板艉柱装焊工艺——小段组装法。大型钢板艉柱的结构形式,如图8.2-27所示。其装焊工艺过程分成两个阶段。
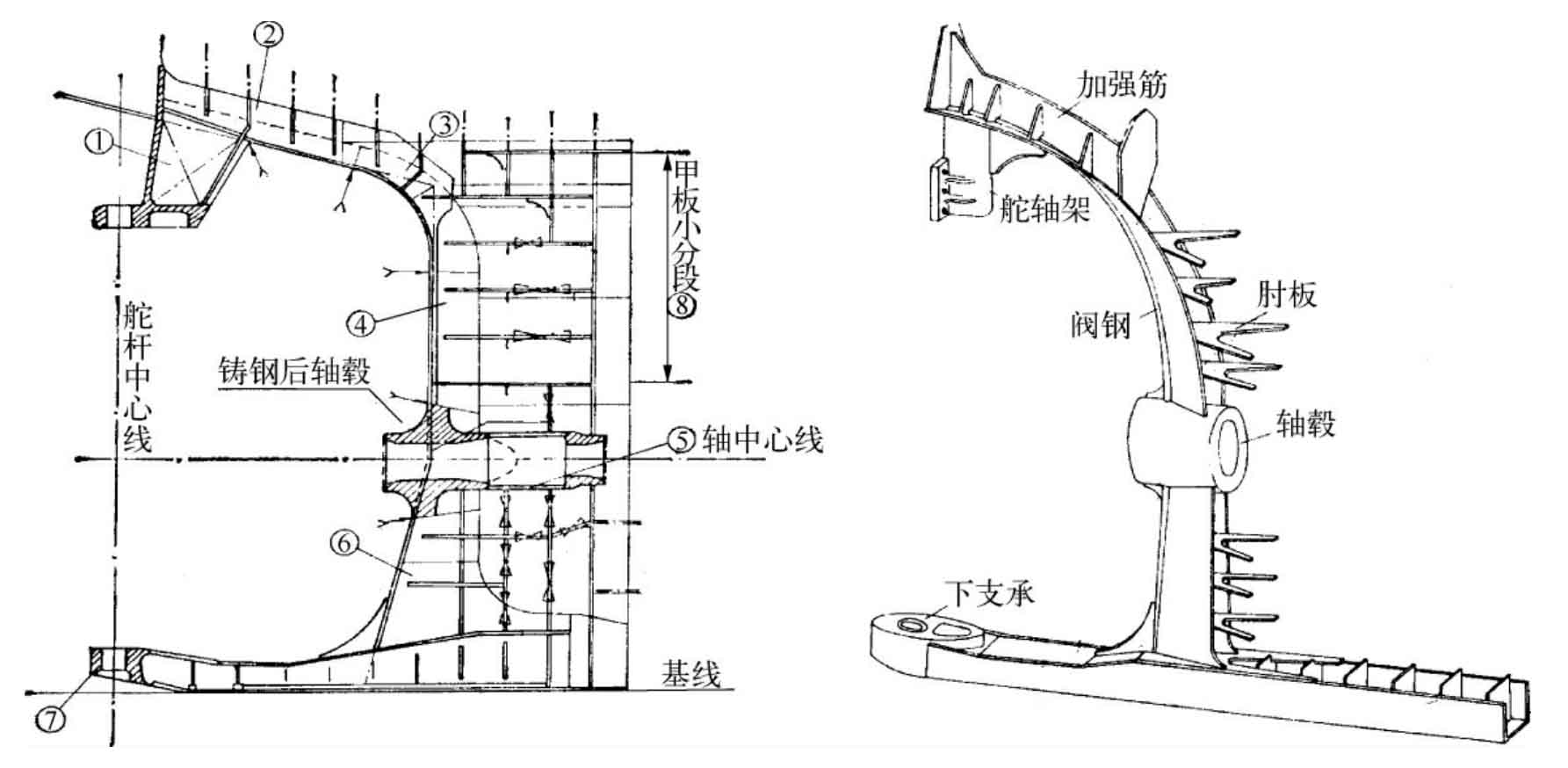
图8.2-27 大型钢板艉柱结构图
①上舵承段;②上部水平艉柱段;③上部弧形段;④上部艉柱段;⑤组合轴毂段;⑥下部艉柱段;⑦下舵承支臂段;⑧甲板小分段
—艉柱各小段的装配焊接(在各自的胎架上),其工艺流程如下:

—艉柱总组装焊工艺,其工艺流程如下:
先将⑤小段(组合轴毂段)吊上总装胎架,定位作基准→吊装④小段→吊装⑥小段→吊装⑦小段→吊装③②小段→吊装①小段→吊装⑧小段。
(2)技术要领:
—由于船体艉部线型的变化,艉柱板一般均为双向曲度板,因此,加工成形精度低,影响艉柱、舵、轴系精度。要选择合理的工艺,以提高钢板艉柱完工精度;
—要提高各小段的成形精度,消除和减少整个艉柱制造系统的总误差值,使每一个小段在每一道工序中,对施工偏差进行补偿,以达到理想的艉柱总装精度;
—厚板的焊接量大,分段完工时容易产生扭曲变形,要制定合理的焊接程序;
—设置总段预变形补偿量;
—注意局部加强措施。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











