



子任务二 支撑柱的焊接
目标要求
1.能够读懂图样并按图样要求下料。
2.了解装配工艺过程。
3.掌握装配-焊接操作技能。
4.能够控制装配-焊接过程中的焊接变形。
一、任务
任务单如图9.8所示。
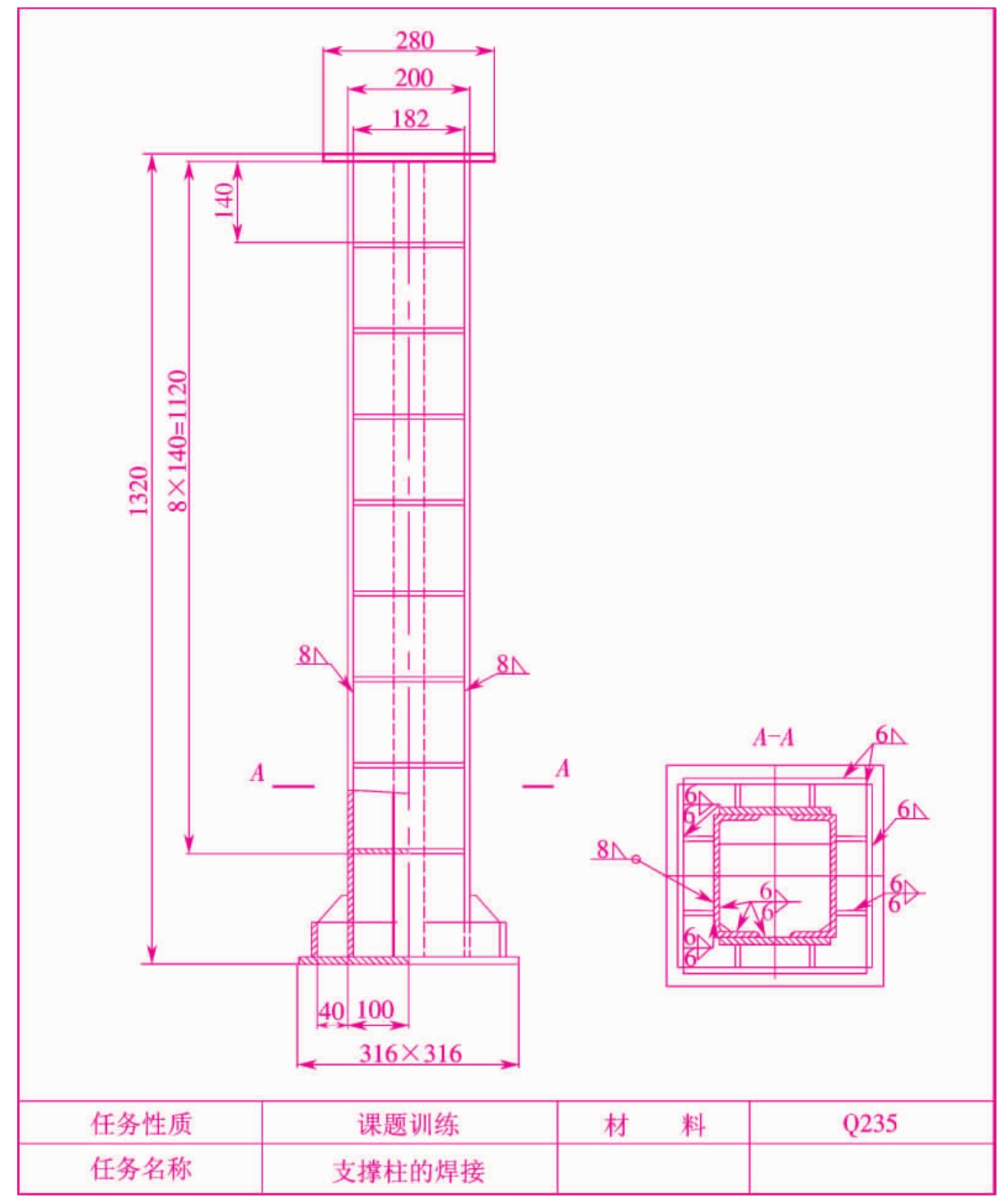
图9.8
二、任务准备
(1)材料:槽钢200mm×75mm×9mm两根,前后盖板1296mrn×182mm×12mm两块,8mm厚度的隔板和加强板若干块,柱顶板280mm×280mm×12mm和柱脚板360mm×360mm×12mm各一块,以上结构材料的材质均为Q235。在槽钢、钢板上按图样要求画线,然后用剪板机剪切和氧乙炔焰气割进行下料,并进行必要的气割熔渣清理和钢板矫正,然后加工柱脚板上的孔。
(2)焊机:BX3—300型。
(3)焊条:E4303型,直径为3.2mm和4.0mm
(4)准备量具、夹具等各种工具。
三、任务相关知识
在梁、柱的装配-焊接过程中,既要保证图样所要求的结构形状和尺寸,又要采取合理有效的工艺措施来控制由焊接所引起的变形。一般应从以下几方面考虑减小焊接变形。
(1)采取正确的装配-焊接顺序。焊接结构都是由许多零件、部件构成的,其结构形式和复杂程度各有不同。装配前,应根据工厂现有的生产条件、工艺装备及焊接结构的特点来考虑结构的零件、部件装配-焊接顺序。装配-焊接顺序基本上有三种类型。
①整装-整焊。将所有需要装配的零件、部件,按图样要求全部组装完好,转入下一步焊接工序,由焊工焊完所有的焊缝。因为焊接结构经过整体装配后,其刚性比它的零件、部件刚性要大得多,所以先装配成整体然后再焊接,可以有效地控制结构的变形。这种装焊方案,适用于结构简单、零件数量少、生产批量大的焊接结构。
②部件装配焊接-总装配焊接。按焊接结构的形式,合理地把结构件分成若干部件,之后将各部件分别进行装配和焊接,再将装焊好的各部件进行整体总装配焊接。这种方案适用于可分解成若干部件的复杂结构的批量生产,不但有利于控制焊接变形,而且由于作业面扩大,也为缩短生产周期、提高生产效率创造了良好的条件。
③边装边焊。把所需装配的零件、部件按结构特点安排先、后装配次序,将先组装好的部件随之焊好,然后再将余下的各零件、部件边装配边焊接,直至焊接成最终产品。这种方案冷作工和焊工在同一个施工场地交叉作业,影响生产效率,因此,不利于使用大型工装设备和实现自动化焊接,仅适用于特殊复杂结构的单件小批量生产。
(2)减小焊缝尺寸。焊缝尺寸直接关系到焊接工作量和焊接变形的大小,较大的焊缝尺寸,不但会使焊接量加大,而且焊接变形难以控制。因此,在保证构件承载能力的前提下,应采用较小的焊缝尺寸。
(3)采取正确的焊接方向和顺序。焊接方向和顺序对焊接变形有很大的影响。同一道焊缝可以从一端向另一端进行“直通”焊接,也可以从中间向两头或从两头向中间焊接。不同的焊接方向和顺序会引起不同的焊接变形。在构件的焊接过程中,一般避免采取热量集中的“直通”焊接,以防止产生弯曲,应尽可能采取从构件的中间向两端焊接,并通过分散热量的分段跳焊和对称焊的焊接顺序来控制焊接变形。
四、任务实施
(1)清点结构材料。按图样要求清点槽钢、前后盖板、隔板、加强板、柱顶板和柱脚板等柱结构所需用的部件。
(2)装配。装配过程如下:
①在槽钢上按图样要求画出隔板装配位置线;
②将选择好的隔板装配、定位点焊在同一根槽钢上,见图9.9(a),并用直角尺保证隔板与槽钢成直角;
③将已装好的槽钢倒扣在另一根槽钢上,并进行定位点焊,见图9.9(b);
④装上与隔板和槽钢相连接的一面盖板,定位焊妥。
(3)焊接槽钢内三条焊缝。将隔板与盖板及两根槽钢连接的三条焊缝用焊条电弧焊全部焊妥,见图9.9(c),然后进行矫直。
(4)焊接盖板与槽钢连接的四条焊缝,将对面盖板装好。用焊条电弧焊将盖板与槽钢连接的四条直焊缝焊妥,并矫直,见图9.9(d)。
(5)装配柱顶板、柱脚板及肋板。将柱子的两端头铣平,分别装配柱顶板、柱脚板及肋板,要保证板面的平行度及垂直度,并将其焊妥。
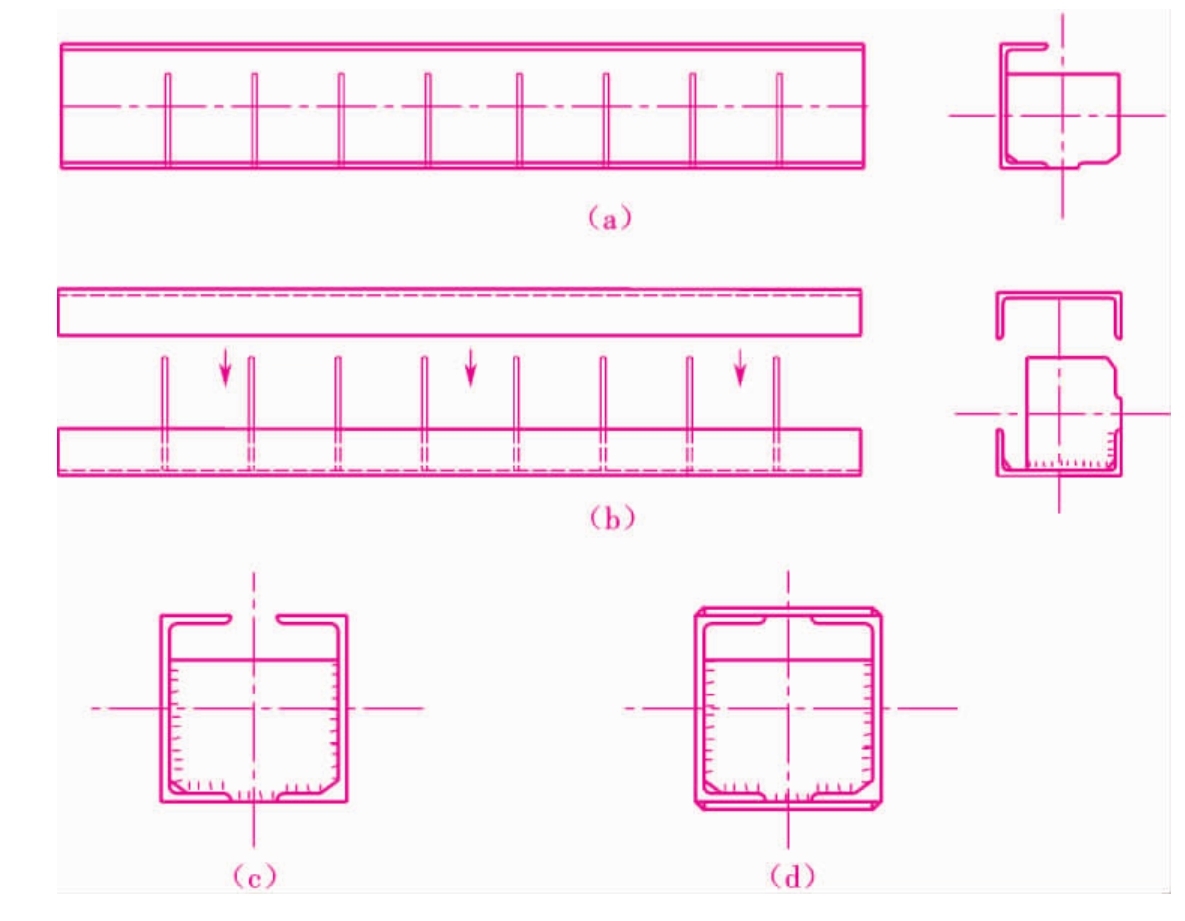
图9.9
(6)检验支撑柱。装配-焊接后,进行焊缝质量检验和整体结构检验,合格后进行喷漆。五、任务分配
材料:槽钢、隔板与槽钢相接,倒角为10×45°。
按图9.8要求练习。
焊机:BX3—300型。
焊条:E4303型,直径为3.2mm和4.0mm。
单件工时:120min。
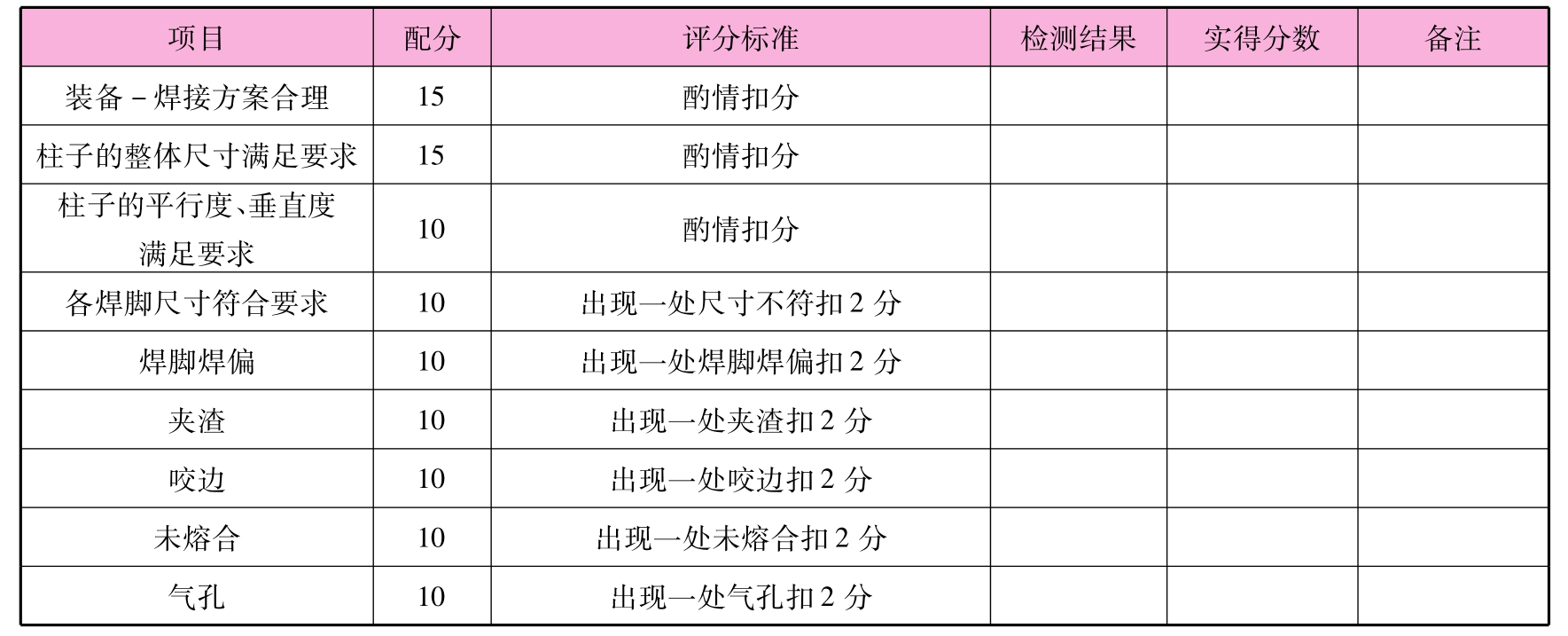
六、任务检测与评价
七、任务总结(任务质量分析)
焊接支撑柱时,为防止柱的扭曲变形,盖板与两根槽钢的四条纵缝焊接方向要一致;为防止弯曲变形,可将焊缝分成若干段,由两名焊工从中间向两端分段、对称交替焊,首先完成柱子一侧两条焊缝的60%~70%,然后将柱子翻转180°,依然采取从中间向两端分段、对称交替焊,将这一侧的两条焊缝全部焊妥,接着再将柱子翻转过来,焊完剩余的焊缝。
八、复习思考题
(1)焊接结构的装配-焊接顺序有哪三种类型,分别表述其适用范围。
(2)在焊接支撑柱的过程中如何避免和减少焊接变形?
(3)简述支撑柱的装配-焊接步骤及注意事项。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










