



【摘要】:利用半自动气割机,可进行无钝边和有钝边的V形坡口气割。气割时垂直割炬在前面行走进行气割,倾斜割炬在后面气割坡口,两把割炬之间相隔距离l,其大小取决于割件厚度,见表4-14。采用此法气割时,l的距离较小,气割速度可略提高些。气割过程中,倾斜割炬切割时,气割机不需要停车,可直接开启切割氧进行连续气割。气割X形坡口时,不论采用哪种方法,a与b值应根据割件厚度决定。
四、焊接坡口的切割
气割除了能切割金属外,还能加工焊接坡口。
1.单面坡口的半自动气割
利用半自动气割机,可进行无钝边和有钝边的V形坡口气割。气割时,割炬的装置方法有两种。第一种方法如图4-39(a)所示,适用于气割厚度不大的钢板。气割时垂直割炬在前面行走进行气割,倾斜割炬在后面气割坡口,两把割炬之间相隔距离l,其大小取决于割件厚度,见表4-14。第二种方法如图4-39(b)所示,是垂直割炬在前面移动,主要气割钝边,而倾斜割炬在后面气割坡口,两把割炬的间距l取决于割件厚度,见表4-14。采用此法气割时,l的距离较小,气割速度可略提高些。气割过程中,倾斜割炬切割时,气割机不需要停车,可直接开启切割氧进行连续气割。

图4-39 V形坡口气割
表4-14 割嘴间隔距离与割件厚度的关系

2.双面坡口的半自动气割
双面坡口气割时,可采用三把割炬同时进行。其割炬的装置方法有两种。一种方法如图4-40(a)所示,适用于气割厚度在50mm以下的割件。垂直割炬1在前面气割,距离a处的倾斜割炬2气割下斜边,距离b处的倾斜割炬3气割上斜边。另一种方法如图4-40(b)所示,适用于气割厚度在50mm以上的割件。气割时,割炬1与割件表面垂直;割炬2放置在与割炬1相同的位置,即与气割方向垂直的直线上,这样,可用两把割炬同时加热。为了防止切割氧射流的相互影响和干扰,而将割炬2安装成与气割方向后倾12°~15°。割炬3与割炬1的距离为b。
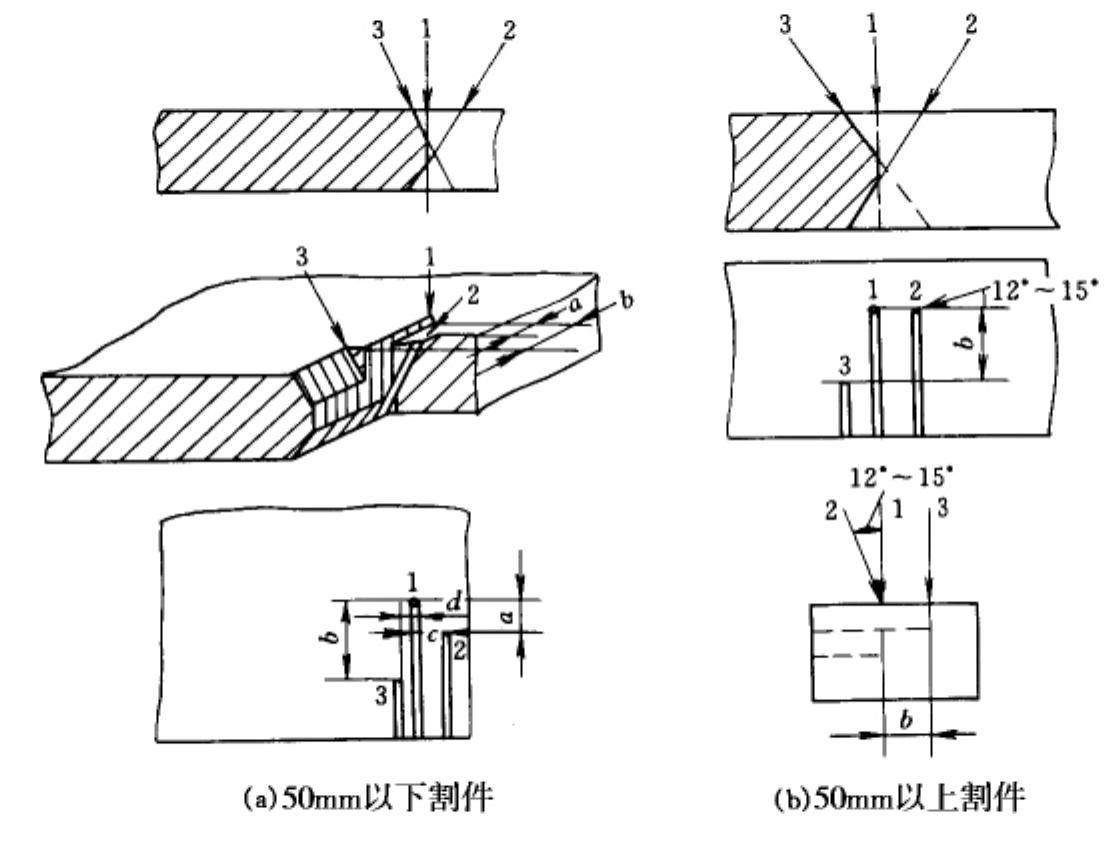
图4-40 X形坡口气割
气割X形坡口时,不论采用哪种方法,a与b值应根据割件厚度决定。其割嘴间距离与割件厚度的关系见表4-15。
表4-15 双面坡口气割时割嘴间隔距离与割件厚度的关系

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。












