



二、气焊参数的选择
气焊参数主要包括焊丝直径、火焰能率、焊炬的倾斜角度及焊接速度等。
1.焊丝直径
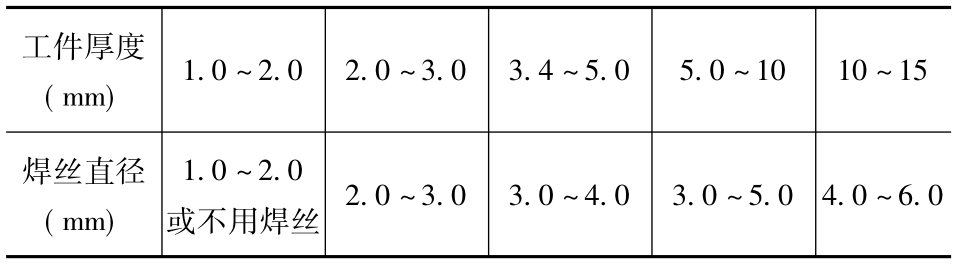
焊丝直径要根据工件的厚度及焊缝在空间的位置来决定。如果焊丝直径比工件厚度小很多,焊接时易发生工件尚未熔化而焊丝却已熔化下滴的熔合不良现象;相反,如果焊丝直径比工件厚度大得多,焊丝熔化需经较长时间加热,会导致热影响区过大,降低接头质量,且容易使工件变形。碳钢气焊时采用的焊丝直径可参考表4-52。
表4-52 焊丝直径与工件厚度对照表
2.火焰能率
火焰能率是指单位时间内混合气体的消耗量。火焰能率的大小要根据工件的厚度、材料的性质以及焊件的空间位置来选择。如果工件的厚度较大、熔点较高、导热性较好,在焊接时采用较大的火焰能率。相反,焊接薄件,或是立焊、仰焊时,火焰能率就要相对小些。火焰能率是由焊炬的型号及焊嘴号码大小来决定的。焊嘴孔径越大,火焰能率就越大;反之则小。
3.焊炬倾斜角度
焊炬倾斜角度的大小,一般根据工件厚度及焊接位置来确定,焊炬倾角大,则火焰集中,热量损失较小,工件温度升高较快;焊炬倾角小,则火焰分散,热量损失大,工件温度升高较慢。因此,在焊接厚度较大,熔点较高、导热性较好的工件时,焊炬倾角就大些。相反,倾角就小些。在焊接过程中,要根据具体情况而随时调整角度。一般在焊接的开始,由于工件温度较低,为了使待焊处快速加热,焊炬的倾角要大些,焊炬距离工件要近些。当熔池形成,开始正式焊接时,要迅速变为正常倾角。焊接一般低碳钢时的焊炬倾角见图4-195。焊丝与焊炬的夹角如图4-196所示。

图4-195 焊炬倾角与工件厚度的关系
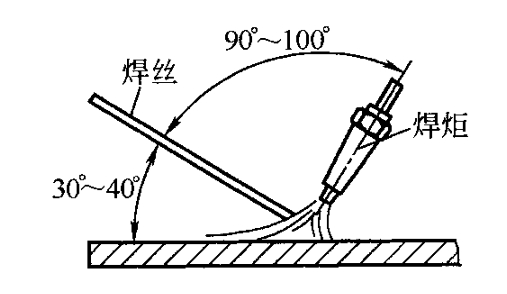
图4-196 焊丝与焊炬的夹角
4.焊接速度
焊接速度直接影响焊接质量及生产效率,焊接速度过慢,即降低生产率,又会使焊件受热过大,容易烧穿且增加变形。一般在保证焊接质量的前提下,尽量提高焊接速度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










