



二、钨极氩弧焊基本操作技术
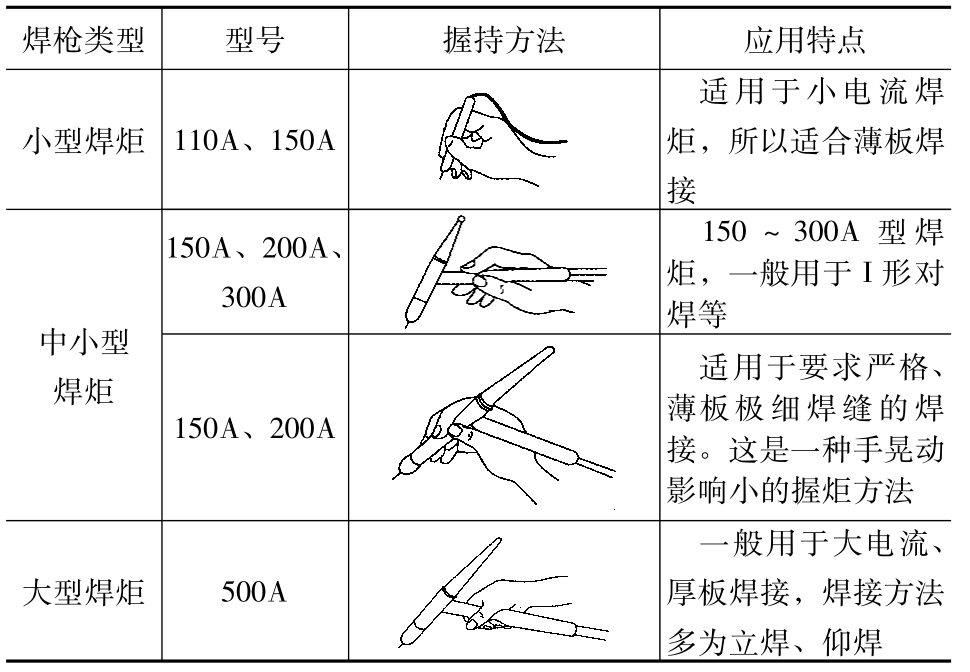
1.焊枪的握持方法
通常是左手握焊丝、右手握焊枪。应根据不同的焊枪类型来选择相应的焊枪握持方法,见表4-14。由于受焊接位置的限制,焊工也应具备右手握焊丝、左手握焊枪的操作技能。
在焊接过程中,焊枪与焊件角度为70°~85°,焊丝与焊件角度为10°~20°。
表4-14 焊枪握持方法
2.工件的清理
焊接用的氩气只是用于焊接处的保护,且氩弧焊对油、锈和水分很敏感,如清理不净会产生气孔,所以,焊接前应对工件表面进行严格清理。清理的目的是去除焊件表面上的油污、水分、油漆、灰尘以及焊接处的锈蚀等。有机械清理法和化学清理法。
机械清理法是用金刚砂纸、钢丝绒、金属丝刷、喷砂、喷丸等方法对工件表面进行清理。常见的化学清理法有酸洗(氟酸、硝酸)和碱洗(工业碱等)两种方法。金属材料不同,采取的清理方法也不同。
不锈钢或铜、黄铜等的表面尘污擦去即可,表层氧化膜要用金属丝刷等研磨。铝表面要进行化学处理,先擦去厚层油污,然后浸泡在5%的苛性碱溶液里约10min,变为浅墨色,在水槽里将碱洗掉(要常换水),最后浸泡在10%的硝酸溶液中约1s,然后用碱溶液中和并用沸水清洗(常温时的水也可以)。
3.引弧
(1)非接触引弧。
手工钨极氩弧焊通常采用高频引弧和高压脉冲引弧。高频引弧是利用高频振荡器产生的高频电压击穿钨极与焊件之间的间隙而引燃电弧。高压脉冲引弧是在钨极与焊件之间加一高压脉冲,使两极间气体介质电离,从而引燃电弧。这两种引弧方法的优点是钨极与焊件之间保持一定距离而不接触,能在施焊点上直接引燃电弧,可使钨极端部保持完整,钨极损耗小,引弧处不会产生夹钨缺陷。手工钨极氩弧焊通常采用引弧器进行引弧。
(2)短路引弧。
用紫铜板或石墨板作为引弧板。将引弧板放在焊件接口旁边或接口上面,在其上引弧,使钨极端部加热到一定温度后(约1s),立即移到待焊处引弧。这种引弧方法适用于普通功能的氩弧焊机,但是,在钨极与紫铜板(或石墨板)接触引弧时,会产生很大的短路电流,很容易烧损钨极端部,破坏钨极端部形状。
4.焊枪角度
手工钨极氩弧焊时,为了便于观察熔池及提高保护性能,焊枪角度应采用行进角,如图4-80所示。
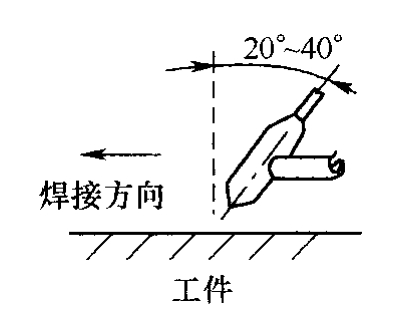
图4-80 焊枪角度
5.焊接操作
引弧后,将电弧移至始焊处,对焊件加热,待母材出现“出汗”现象时,填加焊丝。初始焊接时,焊接速度应慢些,多填加焊丝,使焊缝增厚,以防止产生“起弧裂纹”。
观看引弧后的电弧中心处,在工件上就会发现被熔化且发亮的部分。这些发亮的地方就是熔池,而且电流越大,熔池形成得就越快,形状就越大。焊接时一边保持一定大小的熔池形状,一边填丝焊接,就会得到均匀一致的焊缝,如图4-81所示。
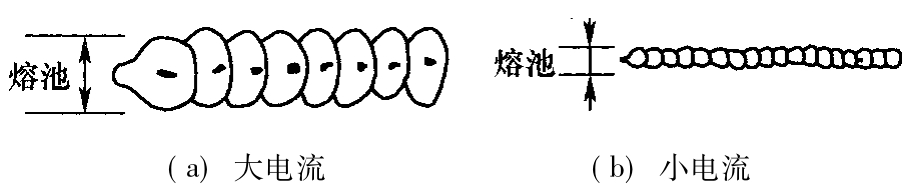
图4-81 不同电流的溶池形状
6.填丝方法
焊接打底层时,有不填丝法和填丝法两种。不填丝法又称为自熔法,由于焊件坡口根部没有间隙或间隙很小,同时又没有钝边或钝边很小,故可通过电弧熔化母材金属而形成打底焊道。
填丝法是在焊接过程中由焊工均匀送入焊丝形成焊缝的方法。焊接时,用左手拇指、食指和中指捏焊丝,让焊丝的末端始终处于氩气保护区内,随着焊接过程的进行,可通过拇指、食指和中指按一定的频率往前均匀送丝,使焊接过程平稳进行,不破坏熔池和保护气流罩。
在焊接小直径管子固定位置的打底焊道时,视焊道根部间隙大小,可采用内填丝法或外填丝法。当焊道根部间隙小于焊丝直径时,电弧在工件外壁燃烧,焊丝自外壁填入的方法称为外填丝法。当焊道根部间隙大于焊丝直径时,电弧在工件外壁燃烧,而焊丝自内壁通过间隙送至熔池上方的方法称为内填丝法。
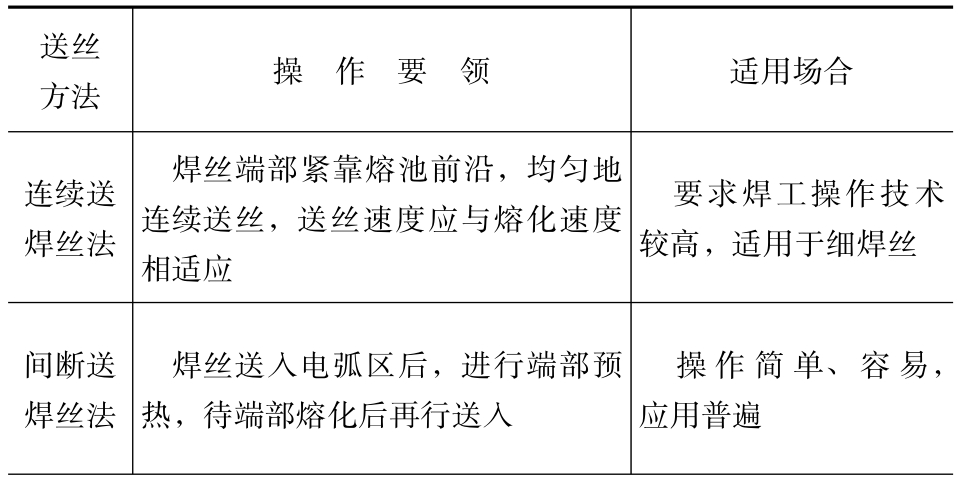
手工钨极氩弧焊在焊接过程中的送丝方法有很多,各种送丝方法都有其特点,主要送丝方法及适用场合见表4-15。
表4-15 手工钨极氩弧焊焊丝的送丝方法及适用场合
续表
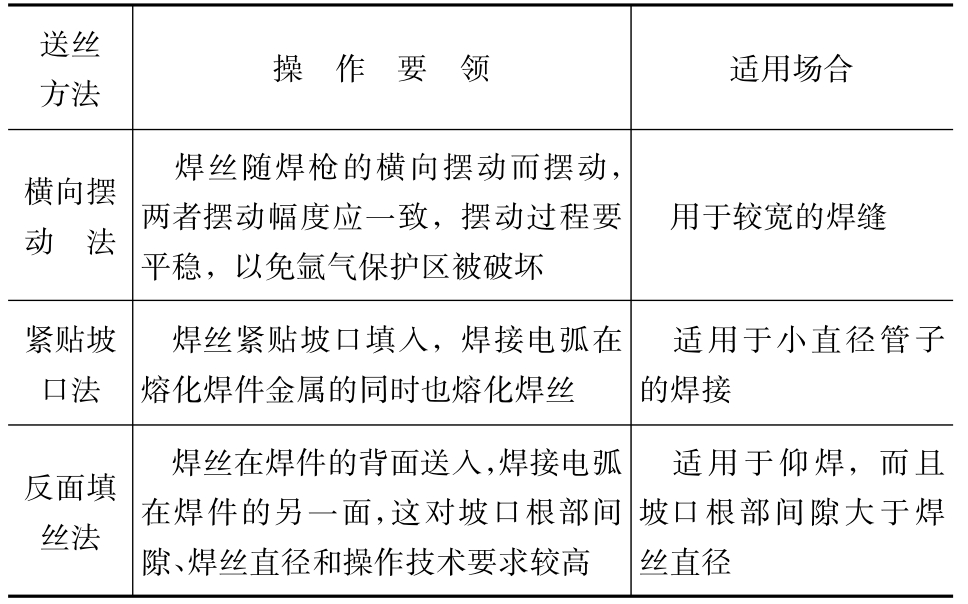
在实际焊接工程中,很难保证坡口间隙均匀一致,所以焊工应熟练掌握内、外填丝技术,在焊接过程中采取内、外结合填丝方法和左、右手都能握焊枪的焊接技术,才能获得良好的焊缝。
7.焊缝接头
焊接接头质量是整个焊缝的关键环节,为了保证焊接质量,应尽量减少接头数量,所以,尽可能用长焊丝。但实践表明,焊丝太长时,向电弧区送丝容易发生抖动,使焊丝送不到预定位置,还有可能因电磁场作用而出现“黏丝”现象。所以,焊丝的长短要适量。
停弧后需在熄弧点重新引燃电弧时,电弧要在熄弧处直接加热,直至收弧处开始熔化形成熔池或熔孔后再向熔池填加焊丝,继续焊接。
8.焊接方向
手工钨极氩弧焊电弧束细,热量集中,焊接过程中无熔渣,熔池容易控制,所以,焊接方向没有限制,要求焊工根据焊缝的位置,在焊接过程中左、右手都能握焊枪焊接。
9.熄弧
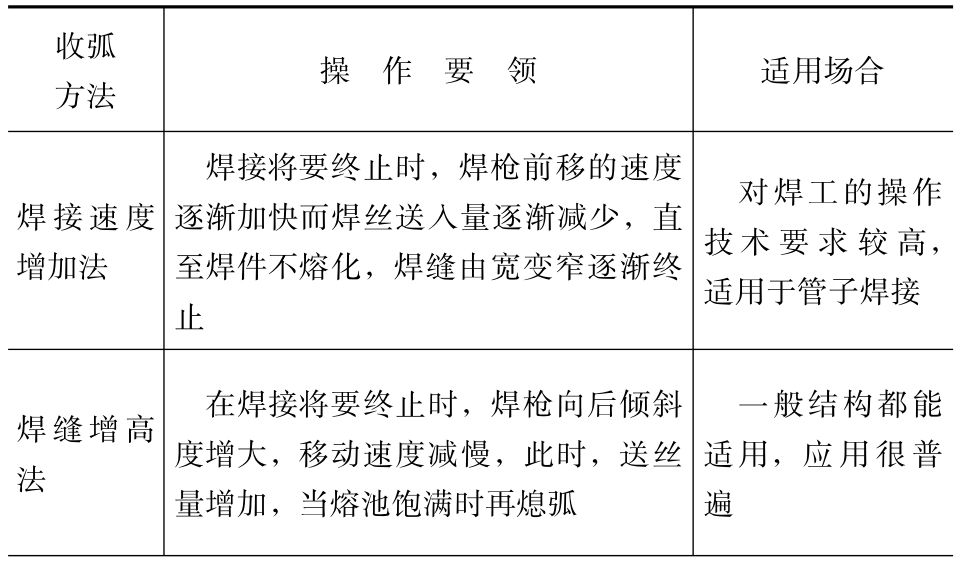
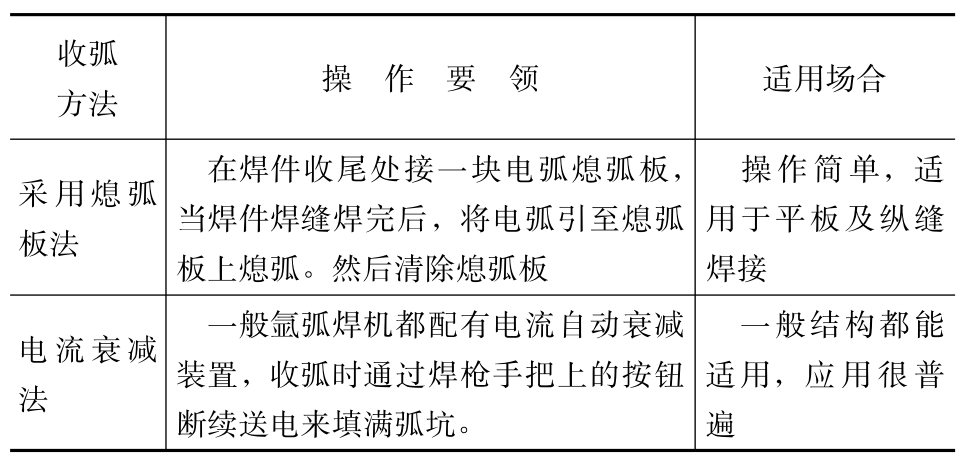
手工钨极氩弧焊收弧方法不正确时,容易产生弧坑、裂纹、气孔和烧穿等缺陷,降低焊缝强度。当需熄弧时,氩气会自动延时几秒钟停气(因焊机具有提前送气和滞后停气的控制装置),不要立即抬起焊枪,还应维持3~5s的送气(或观察焊缝颜色,看是否变暗淡),待钨极与焊缝稍微冷却后,再抬起焊枪,防止焊缝和钨极在高温状态下氧化。手工钨极氩弧焊常用的收弧方法及适用场合见表4-16。
表4-16 手工钨极氩弧焊常用的收弧方法及适用场合
续表
10.焊接所用的垫板及夹具
使用垫板与压板对焊,可使焊接容易,且不易变形。对于不同的工件,焊接时应采用不同的垫板。一般采用的垫板的槽深为2mm,宽度为10mm,材质以铜最合适,如图4-82所示。
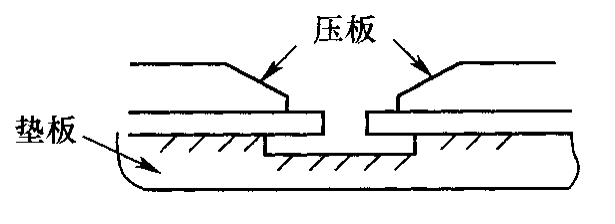
图4-82 压板与垫板的使用方法
11.工件的固定
不用压板时需先进行定位焊,定位焊点不应过大,而且不应因热膨胀而脱落,所以要充分考虑好定位间距,如图4-83所示。定位间距与工件厚度有关,一般当板厚为0.5~0.8mm时,定位间距为20mm;板厚为1.0~2mm时,定位间距为50~100mm;板厚为2mm以上时,则定位间距为200mm。
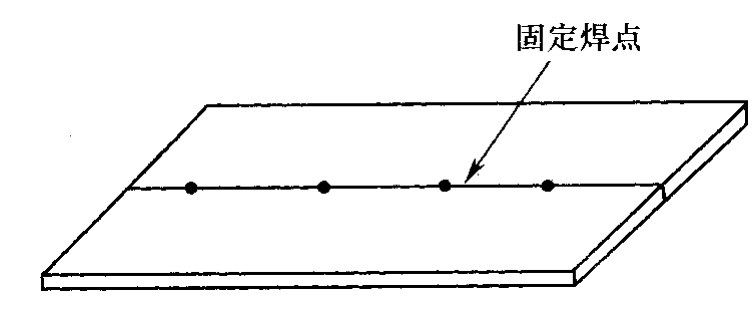
图4-83 工件定位焊
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











