



二、板对接横焊单面焊双面成形技术
1.焊件坡口和装配
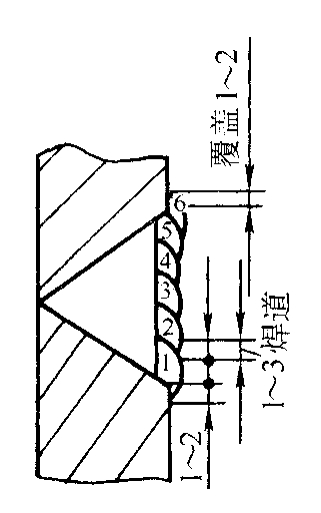
横焊时,铁水因自重而下坠,控制焊道成形有一定难度,容易造成夹渣。横焊时的钝边为1mm,间隙比平焊大1~2mm,焊件坡口为60°V形坡口,坡口尺寸和焊道排布如图4-50所示。
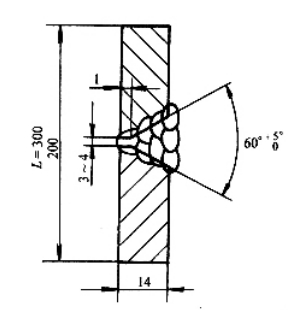
图4-50 板对接横焊坡口尺寸与焊道排布
装配时,要清除坡口内及坡口正反两侧20mm范围内的油、锈及其他污物,并露出金属光泽。始端装配间隙为3mm,终端为4mm。采用与焊件相同牌号的焊条进行定位焊,定位焊缝焊在焊件的反面两端,定位焊缝长度不得超过20mm。预置反变形量为6°。
2.板对接横焊焊接规范参数
板对接横焊焊接规范参数选择见表4-6。

3.板对接横焊打底层焊接技术
一般采用直线运条法。在端头引弧后连弧直线运条至定位焊交界处,随即压低电弧,击穿钝边,建立熔池座,形成熔孔,然后迅速灭弧。再重新引弧,应将熔滴的1/3或1/2覆盖在前一个熔池座上,反复引弧、灭弧,直至完成整条焊缝。如果在上侧根部引燃电弧,被熔化的金属容易因自重下淌,造成下侧根部出现未熔合,背面上侧产生咬边;若在间隙中间引燃电弧,则熔化金属过多,易造成背面出现焊瘤,如图4-51所示。
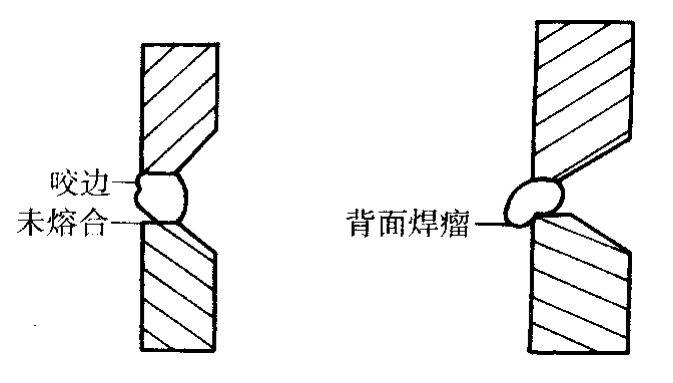
图4-51 板对接横焊打底层缺陷
(1)焊条角度。
横焊第一层的单面熔透打底焊,为避免出现夹渣,多采用断弧焊法。为了防止背面焊缝产生咬边、未焊透等缺陷,焊条与板下方角度成80°~85°,在横焊过程中还应注意电弧应指向横板对接坡口下侧根部,每次运条时,电弧在此处应停留1~1.5s,让熔化的液态金属吹向上侧坡口,形成良好的根部成形,如图4-52和图4-53所示。
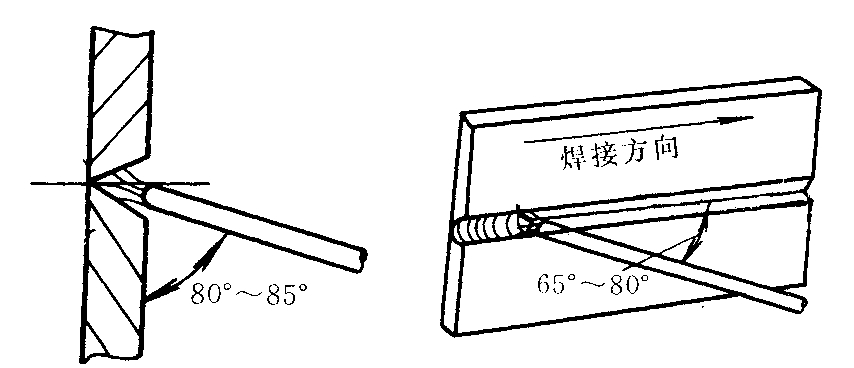
图4-52 连弧焊焊条角度
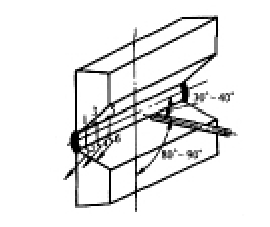
图4-53 断弧焊焊条角度
(2)运条方法。
在焊接过程中,焊条不做横向摆动,而是按一定的频率做直线进退运弧,电弧前进到根部熔孔时开始焊接,如图4-54所示。退弧运条是为了分散电弧热量,使熔池温度不过热,防止熔化金属因温度过高而外溢流淌形成焊瘤。此法在运弧过程中不熄弧,退弧运条一瞬间观察熔孔大小及位置,为进弧焊接做准备。多用于焊接间隙偏小的焊缝。焊道之间的搭接要适量,以不产生深沟为准。为避免在焊道之间的深沟内产生夹渣缺陷,通常两焊道之间搭接1/3~1/2,最后一层填充层高度距母材表面1.5~2mm为宜。
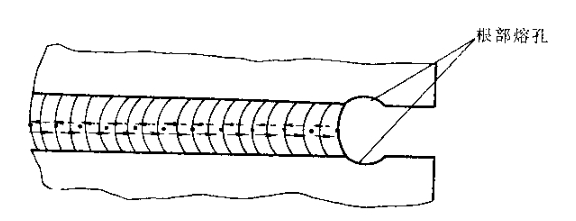
图4-54 直线进退清根法示意图
4.板对接横焊填充层焊接技术
应仔细清理前一层焊道之间、焊道与坡口两侧之间的焊渣,避免焊缝夹渣。在距焊缝始焊端10~15mm处引弧,然后将电弧拉至始焊端开始焊接。
焊条与焊接方向夹角为80°~85°。为防止横焊填充层焊接操作不正确,使盖面层焊缝产生下坠现象,在焊接填充层时,焊条与上、下工件的夹角要有区别,焊下侧焊道时,焊条与下侧工件夹角为85°~95°,焊上侧焊道时,焊条与下侧工件夹角为55°~70°,如图4-55所示。
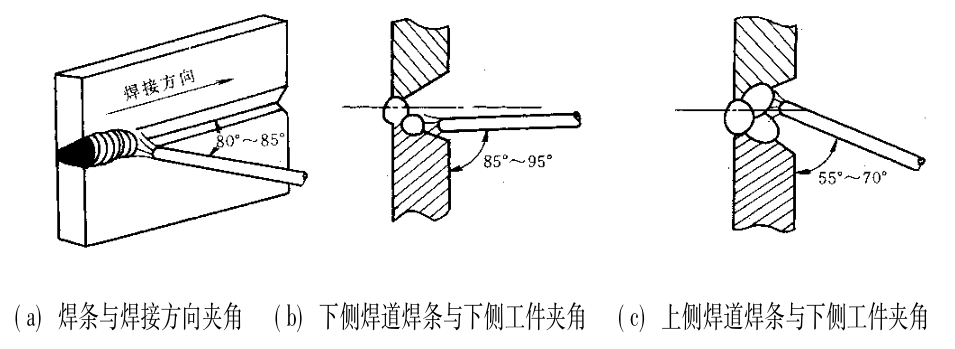
图4-55 断弧焊法横焊时填充层单面焊双面成形焊条角度
填充层的焊接采用多层多道焊。在焊第二层填充层时应采取连弧斜圆形轨迹运条方法,此时必须将打底层的焊缝全部覆盖。应特别注意将上侧坡口处出现烧熔的尖角熔透,以防出现夹渣。以后各填充层均可采取连弧直线运条多道焊法进行焊接,如图4-56所示。
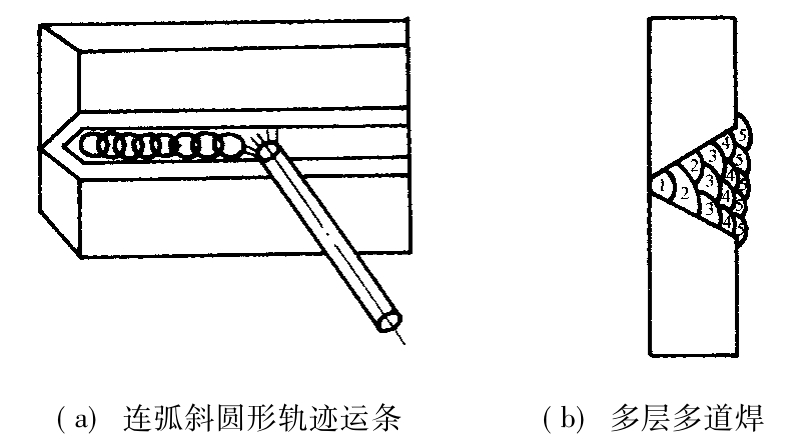
图4-56 填充层的焊接
一般填充层应焊至比母材低0.5~1mm处,且不得影响上下两侧的坡口边,如图4-57所示。
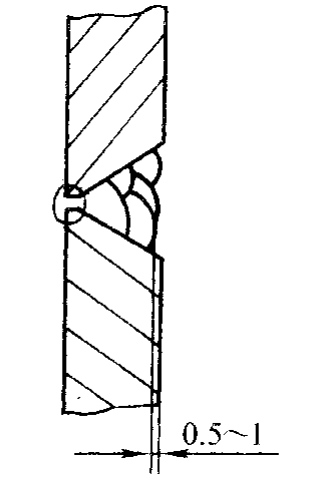
图4-57 填充层不得影响坡口上下两侧的边缘
5.板对接横焊盖面层焊接技术
盖面层系由下而上叠焊而成,直线不摆动运条焊第一道时应以下侧坡口边缘为基准,将下侧坡口熔化,并使熔化铁水覆盖坡口边母材1~2mm,如图4-58所示。
4-58 盖面层焊接
以后各道焊缝均应将前一道焊缝覆盖1/3。焊道数目取决于焊缝坡口的宽度。通常盖面层以焊得薄些为佳,可多焊几道,这样显得较平整。当焊至最上面一道时,应将上侧坡口熔化,并覆盖母材1~2mm,此时宜采用小直径焊条、小的工艺参数,以防上侧出现咬边。焊接各道焊缝时,应合理选择焊条与下板的夹角。盖面层各道焊道的焊条角度如图4-59所示。
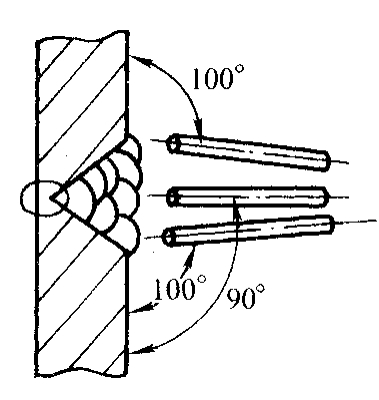
图4-59 盖面层各焊道的焊条角度
每道焊道的收尾不宜放在板的终端。焊至收尾处,应将焊道回焊10~15mm,并稍高于这道焊缝,以避免出现收尾处凹陷,如图4-60所示。
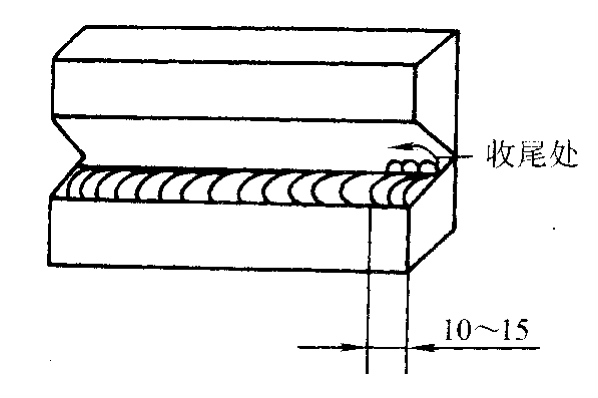
图4-60 盖面层收尾的焊法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










