



六、氢气(H2)和氮气(N2)
1.氢气
氢是无色无味的可燃性气体,氢的相对原子质量最小,可溶于水。氢气具有最大的扩散速度和很高的导热性,其热导率比空气大7倍,极易泄漏,点火能量低,是一种最危险的易燃易爆气体。在空气中的自燃点为560℃,在氧气中的自燃点为450℃,氢氧火焰温度可达2660℃(中性焰)。氢气具有很强的还原性,在高温下,它可以从金属氧化物中使金属还原。
氢气可以加压装入钢瓶中,在温度21℃时充气压力为14MPa(表压)。我国充装氢气的钢瓶应符合GB5099的规定,高压氢气瓶外表颜色为深绿色,字样为红色“氢”,当额定工作压力为15MPa时不加色环,20MPa时加黄色环一道,30MPa时加黄色环两道。
氢气常被用于等离子弧的切割和焊接,有时也用于铅的焊接,在熔化极气体保护焊时,在Ar中加入适量的H2,可增大母材的输入热量,提高焊接速度和效率。气焊或切割时氢气的使用技术要求列于表4-11中。
表4-11 气焊或切割时氢气的使用技术要求
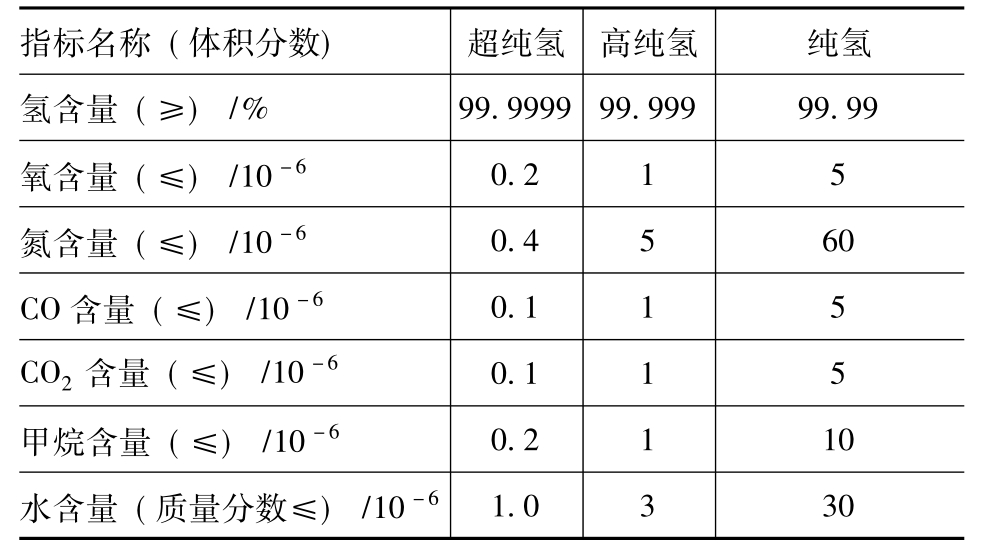
注:超纯氢、高纯氢中氧含量指氧和氩的总量;超纯氢指管道氢,不包括瓶装氢。
2.氮气
氮气是一种无色无味的惰性气体,是一种单原子气体,在空气中的体积含量约为78%,沸点-196℃,氮气的电离电势较低,相对原子质量较氩气小。氮气分解时吸收热量较大。氮气可用做焊接时的保护气体。由于氮气导热及携热性较好,也常用做等离子弧切割的工作气体,有较长的弧柱,又有分子复合热能,因此,可以切割厚度较大的金属板。但因原子相对质量较氩气小,因此,用于等离子弧切割时,要求电源有很高的空载电压。氮气在高温时能与金属发生反应,等离子弧切割时,对电极的侵蚀作用较强,尤其在气体压力较高的情况下,宜加入氩或氢。
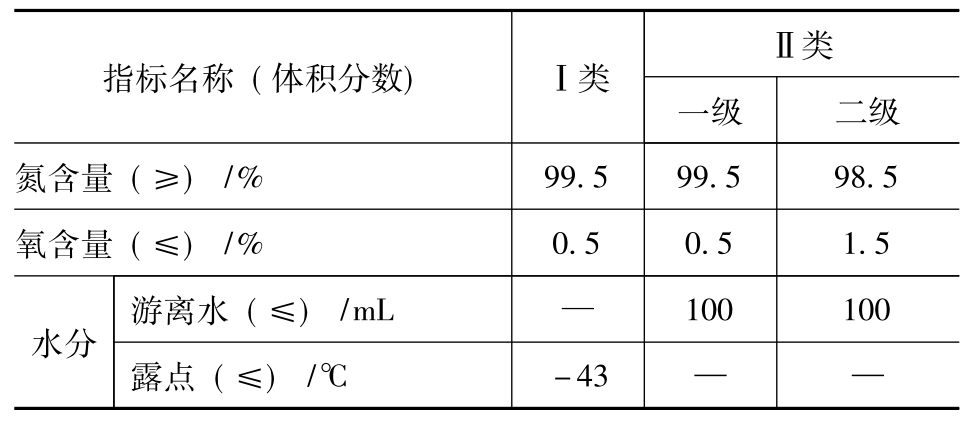
用氮气作为工作气体时,会使切割表面氮化,切割时产生较多的氮氧化物。用做焊接或等离子弧切割的氮气的纯度应符合GB3864—1983规定的Ⅰ类或Ⅱ类一级的技术要求,见表4-12。
表4-12 工业用氮气的技术要求
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









