



一、焊条的型号及编制方法
1.碳钢及低合金钢焊条的型号及编制方法
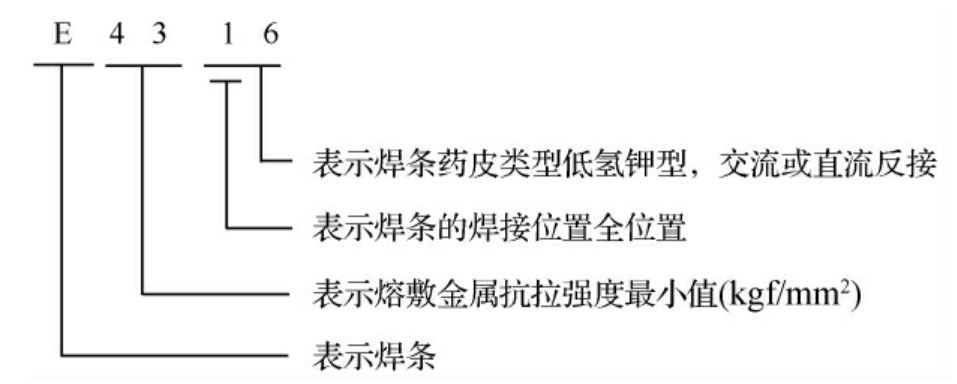
根据GB/T5117—1995《碳钢焊条》和GB/T5118—1995《低合金钢焊条》的规定,焊条型号的主体结构由字母“E”和四位数字组成,其结构及其含义如下:

各数字所代表的含义分别见表2-13、表2-14和表2-15。
举例如下:
在第四位数字后,附加“R”表示耐吸潮焊条;附加“M”表示耐吸潮和力学性能有特殊规定的焊条;附加“-1”表示冲击性能有特殊规定的焊条,附加“-S”表示特细焊条(见JB/T6964—1993)。
低合金钢焊条第4位数字的后缀字母为熔敷金属化学成分分类代号,并用短划线“-”与前面数字分开;若还有其他附加化学成分时,直接用元素符号表示,并用短划线“-”与后缀字母分开,其含义如下:
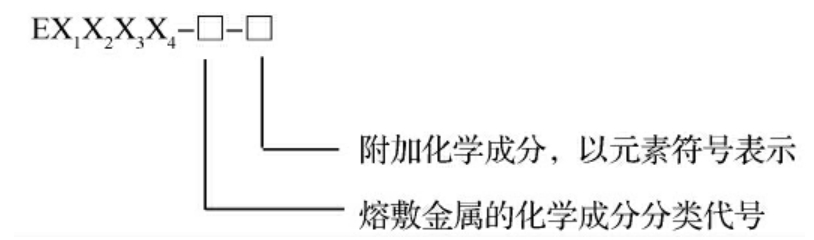
表2-13 焊条熔敷金属抗拉强度(×1×2)系列
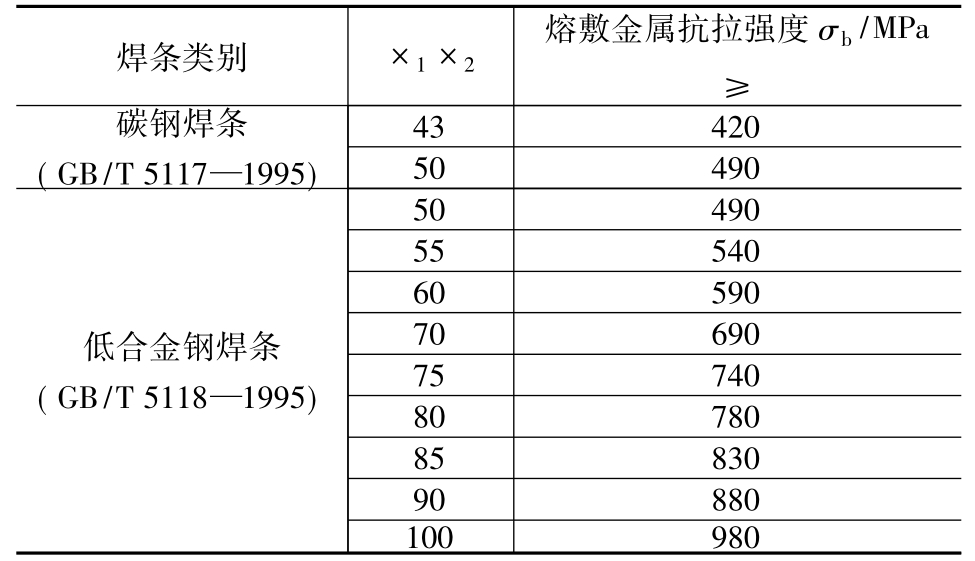
注:当熔敷金属抗拉强度不小于980MPa时,×1×2应标志E100××。
表2-14 焊条适用的焊接位置(×3)

表2-15 ×3×4组合代表的药皮类型及电流种类

续表

注:*仅在碳钢焊条中有此药皮类型,在低合金钢焊条中无。未标注者为碳钢焊条和低合金钢焊条所共有。
碳钢焊条型号按熔敷金属抗拉强度、药皮类型、焊接位置及电流种类的划分见表2-16,低合金钢焊条按熔敷金属抗拉强度、药皮类型、焊接位置及电流种类的划分见表2-17。
表2-16 碳钢焊条型号划分

续表

续表

注:(1)焊接位置栏中文字含义,平—平焊,立—立焊,仰—仰焊,横—横焊,平角焊—水平角焊,立向下——立向下焊。
(2)直径不大于4.0mm的E5014、E5015、E5016和E5018焊条及直径不大于5.0mm的其他型号的焊条可适用于立焊和仰焊。
(3)E4322型焊条适宜单道焊。
表2-17 低合金钢焊条型号划分

续表

续表

续表

注:(1)后缀字母×代表熔敷金属化学成分分类代号如A1、B1、B2等(见表3-16)。
(2)平—平焊,立—立焊,仰—仰焊,横—横焊,平角焊—水平角焊,立向下—向下立焊。
(3)表中立和仰系指适用于立焊和仰焊的直径不大于4.0mm的E××15-×、E××16-×及E××18-×型焊条及直径不大于5.0mm的其他型号焊条。
2.不锈钢焊条的型号及编制方法
GB/T983—1995《不锈钢焊条》规定,不锈钢焊条根据熔敷金属的化学成分、药皮类型、焊接位置及焊接电流种类划分型号。首字母“E”表示焊条,“E”后面的数字表示熔敷金属化学成分分类代号,有特殊要求的化学成分用元素符号表示并放在数字的后面。短划“-”后面的两位数字表示焊条药皮类型、焊接位置及焊接电流种类。
不锈钢焊条型号后面附加的后缀(15、16、17、25、26)表示焊条药皮类型及焊接电源种类,见表2-18。后缀15表示焊条为碱性药皮,直流反极性焊接;后缀16表示焊条可以是碱性药皮,也可以是钛型或钛钙型药皮,交流、直流两用;后缀17是药皮类型16的变型,表示焊条为钛酸型药皮(用SiO代替药皮类型16中的一些TiO2),焊接熔化速度快,抗发红性能优良,可交流、直流两用。后缀25和26焊条的药皮成分和操作特征与药皮类型15和16的焊条类似,药皮类型15和16焊条的说明也适合于药皮类型25和26。不锈钢焊条型号举例如下:

表2-18 不锈钢焊条焊接电源种类及焊接位置

续表

3.堆焊焊条的型号及编制方法
GB/T984—2001《堆焊焊条》规定,堆焊焊条型号按熔敷金属化学成分及药皮类型划分,其型号编制方法如下。
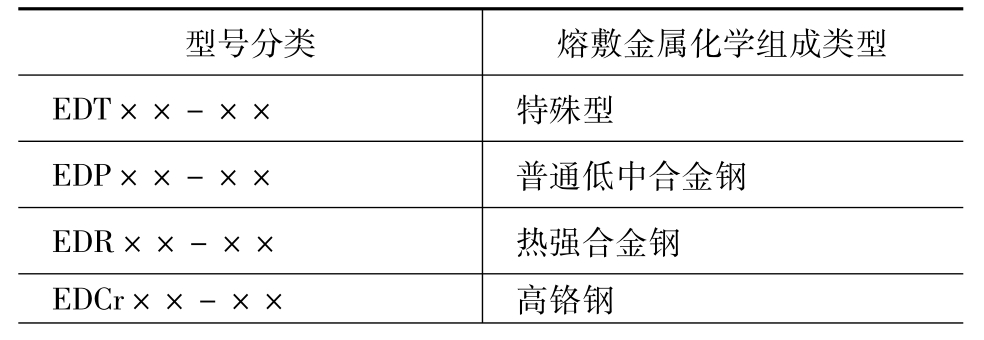
型号中第一个字母“E”表示焊条;第二个字母“D”表示堆焊;型号中第三字至倒数第三字表示焊条特点,用拼音字母或化学元素符号表示堆焊焊条的分类,见表2-19;型号中最后二字用数字表示药皮类型和焊接电源,并用短划“-”与前面的符号分开,见表2-20;如在同一基本型号内有几个分类时,可用字母A、B、C等标志,再细分可加注数字,如A1、A2等。
表2-19 熔敷金属化学成分及分类代号
续表

表2-20 堆焊焊条药皮类型及电源种类

对于碳化钨管状焊条,其型号中第一个字母“E”表示焊条;第二个字母“D”表示焊条用于表面耐磨堆焊;后面用元素符号“WC”表示碳化钨管状焊条,其后用数字1、2、3表示心部碳化钨粉粒化学成分分类代号(表2-21);短划“-”后面的粒度是通过筛选和不通过筛选的两个目数表示,用斜线“/”相隔,或是只用通过筛选的一个目数表示(表2-22)。
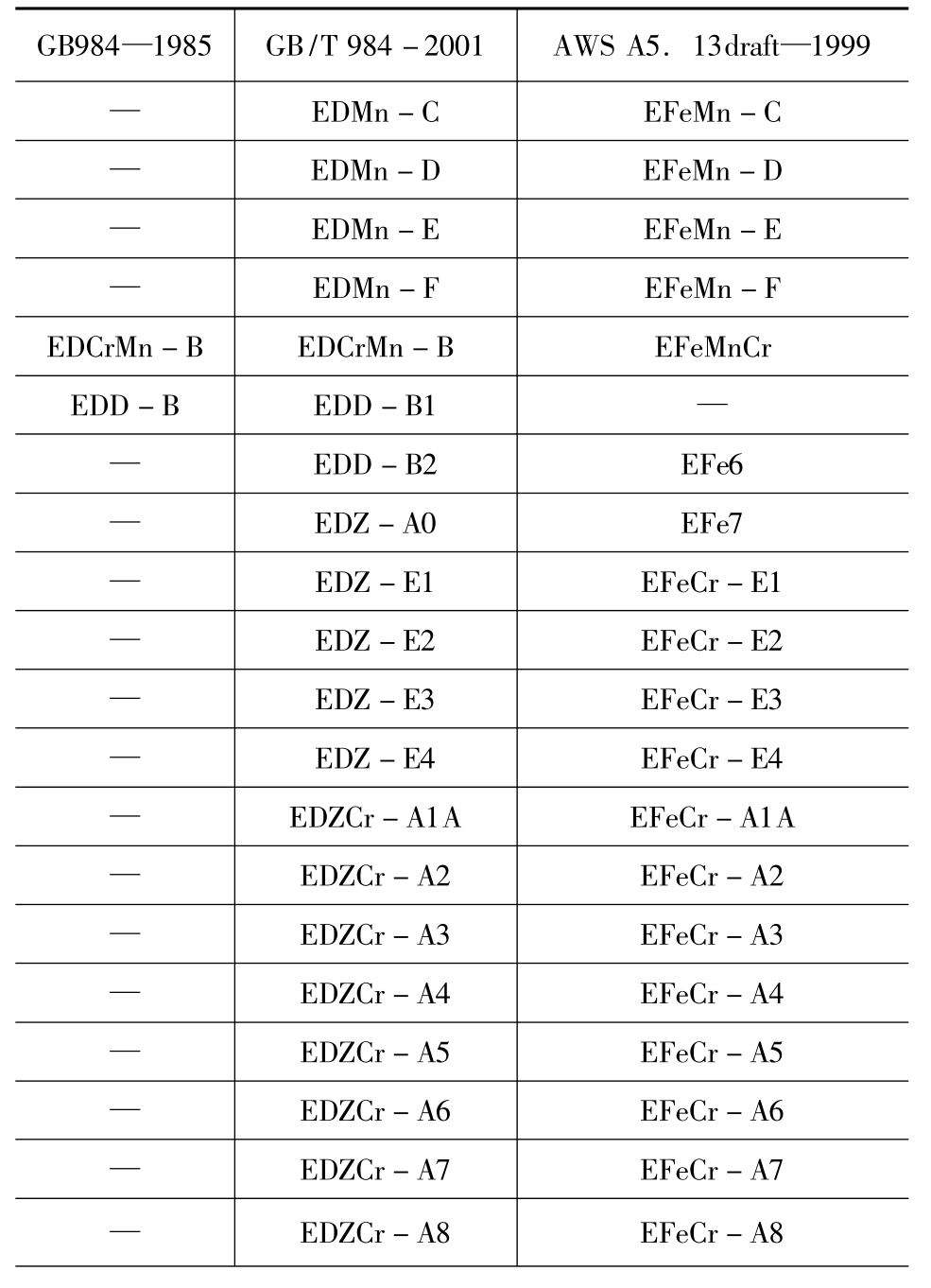
堆焊焊条GB/T984—2001与GB/T984—1985标准相比,参照美国AWSA5.13标准,增加了一些新的堆焊焊条型号,新旧型号对照以及与美国的标准型号对照见表2-23。
表2-21 碳化钨粉的化学成分

表2-22 碳化钨粉粒的粒度
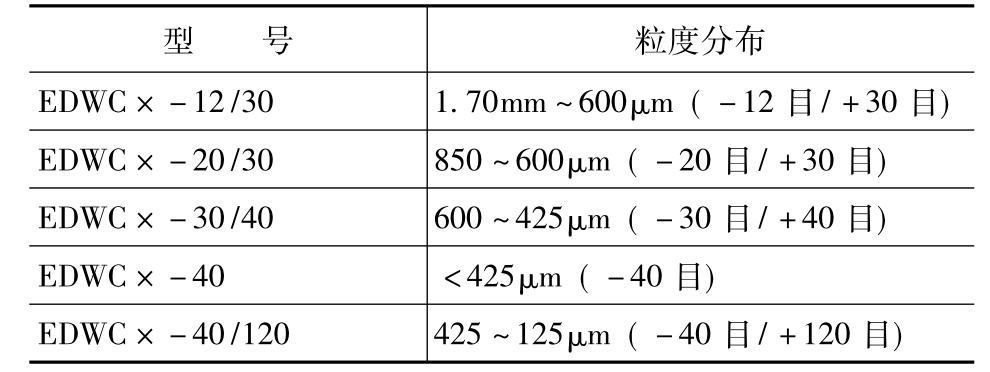
注:(1)焊接型号中的“×”代表“1”或“2”或“3”。
(2)允许通过(“-”)筛网的筛上物≤5%,不通过(“+”)筛网的筛下物≤20%。
堆焊焊条型号举例如下:

表2-23 新旧型号变动及与美国标准型号的对照

续表
续表

4.铸铁焊条的型号及编制方法
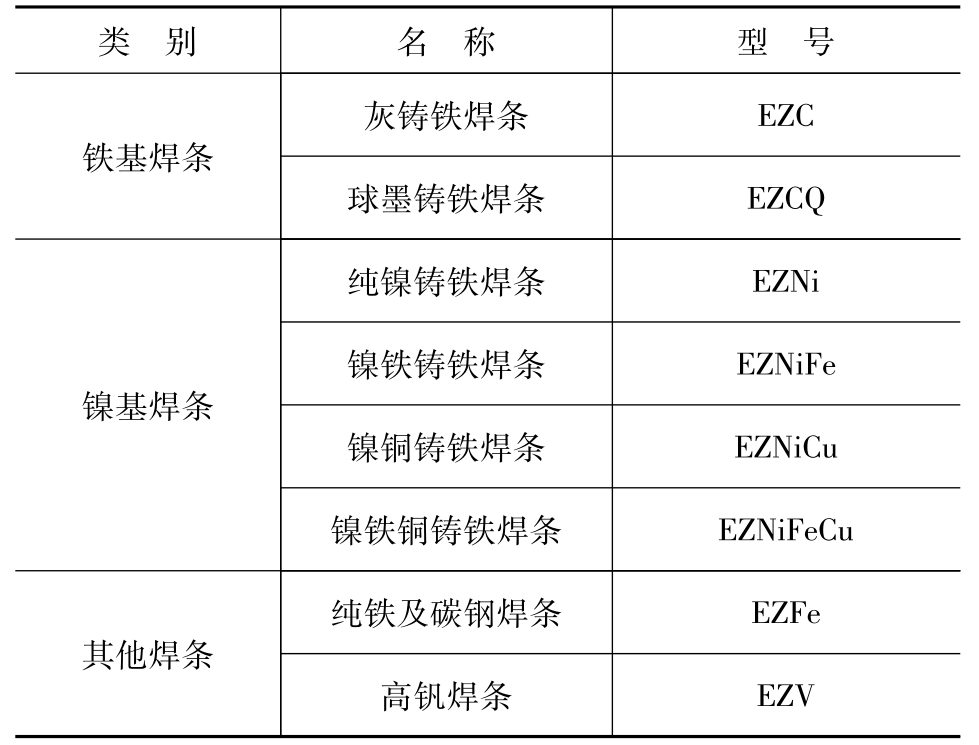
GB/T10044—2002《铸铁焊条及焊丝》标准规定,铸铁焊条型号根据熔敷金属的化学成分及用途划分。首字母“E”表示焊条,字母“Z”表示用于铸铁焊接;在“EZ”后面用熔敷金属主要化学元素符号或金属类型代号表示,见表2-24,再细分时用数字表示。
铸铁焊条型号举例如下:

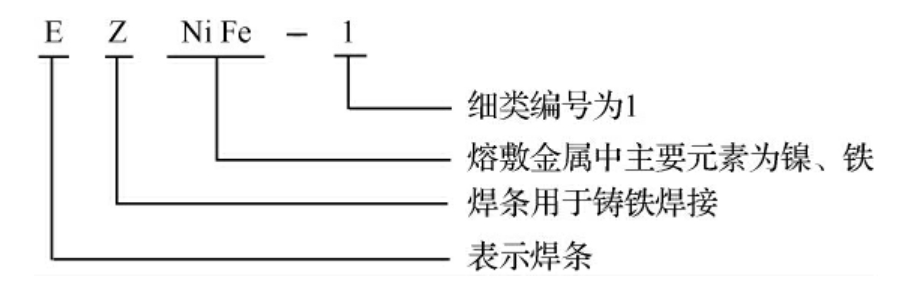
表2-24 铸铁焊条类别及型号
5.铝及铝合金焊条型号及编制方法
GB/T3669—2001《铝及铝合金焊条》标准规定,铝及铝合金焊条型号根据焊心的化学成分和焊缝金属力学性能划分。铝及铝合金焊条与GB3669—1983标准中的型号对照及型号划分见表2-25。
表2-25 铝及铝合金焊条型号对照及型号划分

6.镍及镍合金焊条型号及编制方法
GB/T13814—1992《镍及镍合金焊条》规定,由字母“E”表示焊条,其后是熔敷金属中的主要元素符号,即Ni、NiCu、NiCrFe、NiMo和NiCrMo等五类,同一合金系统细分类用序号(0、1、2、……)表示,并用短划“-”与前面分开,最后两位数字表示焊条药皮类型和电流种类。焊条型号的表示方法及示例如下:

镍及镍合金焊条型号根据熔敷金属化学成分、药皮类型及电流种类划分,见表2-26。
表2-26 镍及镍合金焊条型号划分

续表

7.铜及铜合金焊条型号及编制方法
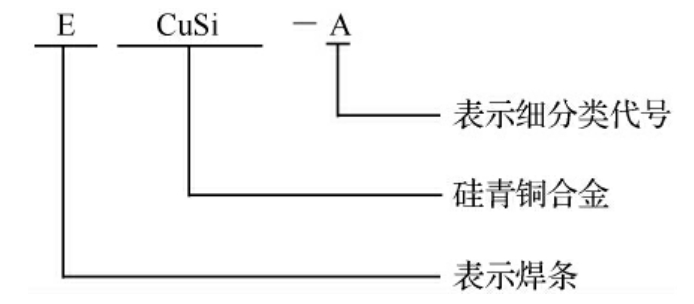
GB/T3670—1995《铜及铜合金焊条》规定,铜及铜合金焊条的型号根据熔敷金属的化学成分划分。首字母“E”表示焊条,“E”后面的字母直接用元素符号表示型号分类,同一分类中有不同化学成分要求时,用字母或数字表示,并以短划“-”与前面的元素符号分开。铜及铜合金焊条的新旧型号对照见表2-27。
表2-27 铜及铜合金焊条的新旧型号对照表
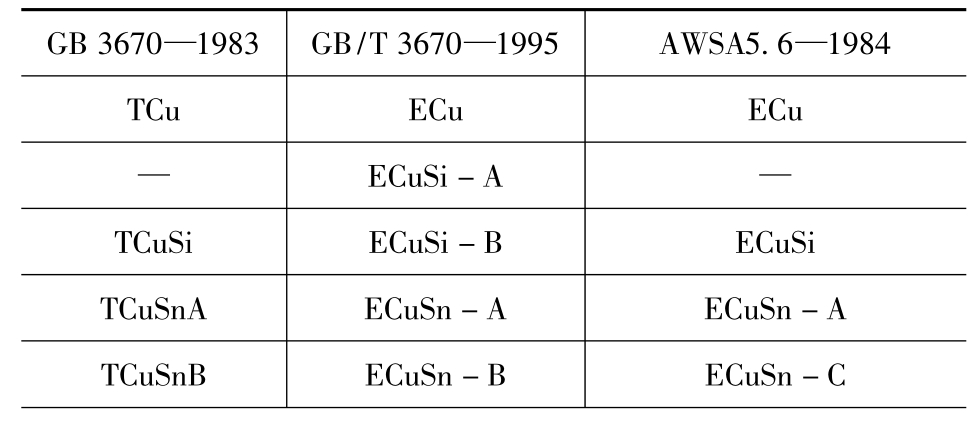
续表

焊条型号示例如下:
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











