



二、焊丝的型号与牌号
1.实心焊丝的型号与牌号
(1)常用结构钢、耐热钢及不锈钢实心焊丝。
除了气体保护焊用碳钢及低合金钢焊丝外,实心焊丝牌号的首位字母“H”表示焊接用实心焊丝;后面的一位或两位数字表示含碳量,当合金元素的质量分数≤1%时,可省略数字,只记元素符号;其他合金元素含量的表示方法与钢材的表示方法大致相同;化学元素符号及其后的数字表示该元素的近似含量;牌号尾部标有“A”时表示S、P含量要求低的优质钢焊丝,尾部标有“E”时表示S、P含量要求特别低的特优质钢焊丝。举例如下:

(2)气体保护焊用碳钢、低合金钢焊丝。
气体保护焊用碳钢、低合金钢焊丝按照化学成分和熔敷金属的力学性能进行分类。焊丝型号的表示方法为ER××-×。字母“ER”表示焊丝,ER后面的两位数字表示熔敷金属的抗拉强度最低值,短划“-”后面的字母或数字表示焊丝化学成分分类代号。如还附加其他化学元素时,直接用元素符号表示,并以短划“-”与前面的数字分开。举例如下:

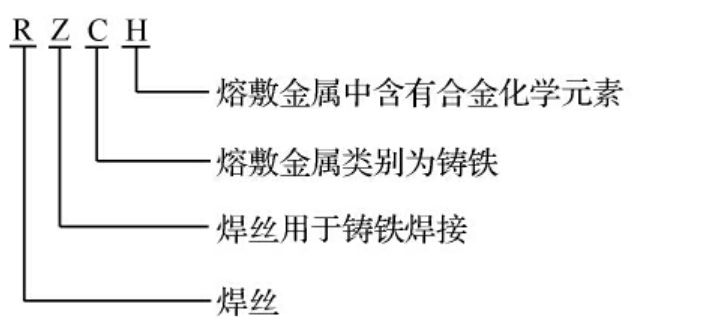
(3)铸铁气焊焊丝。
铸铁气焊焊丝型号中的字母“R”表示焊丝,字母“Z”表示用于铸铁焊接,在“RZ”字母后用焊丝主要化学元素符号或金属类型代号表示,以“C”表示灰铸铁、“CH”表示合金铸铁、“CQ”表示球墨铸铁,再细分时用数字表示。
焊丝型号举例如下:
(4)铜及铜合金焊丝。
铜及铜合金焊丝型号的表示方法为HSCu××-×,字母HS表示焊丝,其后以化学元素符号表示焊丝的主要组成元素,在短划“-”后的数字表示同一主要化学元素组成中的不同品种。如HSCuZn-1,HSCuZn-2等。
(5)铝及铝合金焊丝。
铝及铝合金焊丝的型号首字母用“S”表示,“S”后面用化学元素符号表示焊丝的主要合金成分,化学元素符号后面的数字表示同类焊丝的品种,如SAlMg-1,SAlMg-2等。
(6)镍及镍合金焊丝。
镍及镍合金焊丝型号的表示方法为ERNi××-×,字母ER表示焊丝,ER后面的化学符号Ni表示为镍及镍合金焊丝,焊丝中的其他主要合金元素用化学符号表示,放在符号Ni的后面,短划“-”后面的数字表示焊丝化学成分分类代号。
2.药芯焊丝的型号与牌号
(1)碳钢药芯焊丝的型号。
根据GB/T10045—2001《碳钢药芯焊丝》标准规定,碳钢药芯焊丝型号是根据其熔敷金属力学性能、焊接位置及焊丝类别特点(保护类型、电流类型及渣系特点等)进行划分的,见表3-2~表3-4。
表3-2 熔敷金属力学性能要求

续表

注:①表中所列单个值均为最小值。
②型号带有字母“L”的焊丝,其熔敷金属冲击性能应满足表3-3的要求。
③这些型号主要用于单道焊接,而不用于多道焊接。因为只规定了抗拉强度,所以,只要求做横向拉伸和纵向导向弯曲试验。
表3-3 V形缺口冲击性能要求

表3-4 焊接位置、保护类型、极性和适用性要求

续表

注:①H=横焊,F=平焊,OH=仰焊,VD=立向下焊,VU=立向上焊。
②对于使用外加保护气的焊丝(E×××T-1/-1M、T-2/T-2M、T-5/T-5M等),其焊缝金属的性能随保护气类型不同而变化,已规定保护气分类的焊丝在未向焊丝制造厂咨询前不应使用其他保护气。
③DCEP表示直流电源,焊丝接正极;DCEN表示直流电源,焊丝接负极。
④M=单道和多道焊,S=单道焊。
字母“E”表示焊丝,“T”表示药芯焊丝,字母“E”后面的两位数字表示熔敷金属的力学性能。第三位数字表示推荐的焊接位置,其中,“0”表示平焊和横焊位置,“1”表示全位置。短划后面的数字表示焊丝的类别特点。字母“M”表示保护气体为(75%~80%)Ar+CO2,当无字母“M”时,表示保护气体为CO2或自保护类型。字母“L”表示焊丝熔敷金属的冲击性能在-40℃时,其V形缺口冲击功不小于27J(表3-3)。无“L”时,表示焊丝熔敷金属的冲击性能符合一般要求。
碳钢药芯焊丝型号编制方法举例如下:

(2)低合金钢药芯焊丝的型号。
GB/T17493—1998《低合金钢药芯焊丝》规定,低合金钢药芯焊丝型号根据其熔敷金属力学性能、焊接位置、焊丝类别特点(保护类型、电流类型、渣系特点等)及熔敷金属的化学成分进行划分,见表3-5和表3-6。对焊缝V形缺口冲击吸收功的要求见表3-7。
表3-5 熔敷金属拉伸性能

注:①用外部气体保护的焊丝(E×××T1-×和E×××T5-×),其性能随混合气体的改变而变化。本标准中分类的焊丝,应使用相关规定中列出的气体作外部保护气体。
②表中所列单个值均为最小值。
表3-6 焊丝类别特点的符号说明

续表

表3-7 熔敷金属V形缺口冲击性能

续表

续表

注:①AW=焊态,PWHT=焊后热处理。
②表中所列冲击吸收功均为最小值。
③焊后热处理温度超过620℃,会降低冲击值。
低合金钢药芯焊丝型号编制方法举例如下:

字母“E”表示焊丝,“T”表示药芯焊丝,字母“E”后面的两位数字表示熔敷金属的力学性能(表3-5),第三位数字表示推荐的焊接位置,其中,“0”表示平焊和横焊位置,“1”表示全位置。字母“T”后的数字表示焊丝的渣系、保护类型及电流类型(表3-6)。短划“-”后面的字母及数字表示熔敷金属化学成分分类代号。
(3)不锈钢药芯焊丝的型号。
GB/T17853—1999《不锈钢药芯焊丝》规定,不锈钢药芯焊丝型号根据其熔敷金属化学成分、焊接位置、保护气体及焊接电流种类来划分。
首字母“E”表示焊丝,若改用“R”,则表示是填充焊丝。后面的三位或四位数字表示焊丝熔敷金属化学成分分类代号;如有特殊要求的化学成分,将其元素符号附加在数字后面;字母“L”表示碳含量较低,字母“H”表示碳含量较高。字母“T”表示药芯焊丝,“T”后面的一位数字表示焊接位置,“0”表示焊丝适于平焊和横焊,“1”表示焊丝适用于全位置焊,短划“-”后面的数字表示保护气体及焊接电流类型。
不锈钢药芯焊丝型号编制方法举例如下:

焊丝型号与保护气体、电流类型及焊接方法的关系见表3-8。熔敷金属拉伸性能应符合表3-9的要求。
表3-8 焊丝型号与保护气体、电流类型及焊接方法的关系
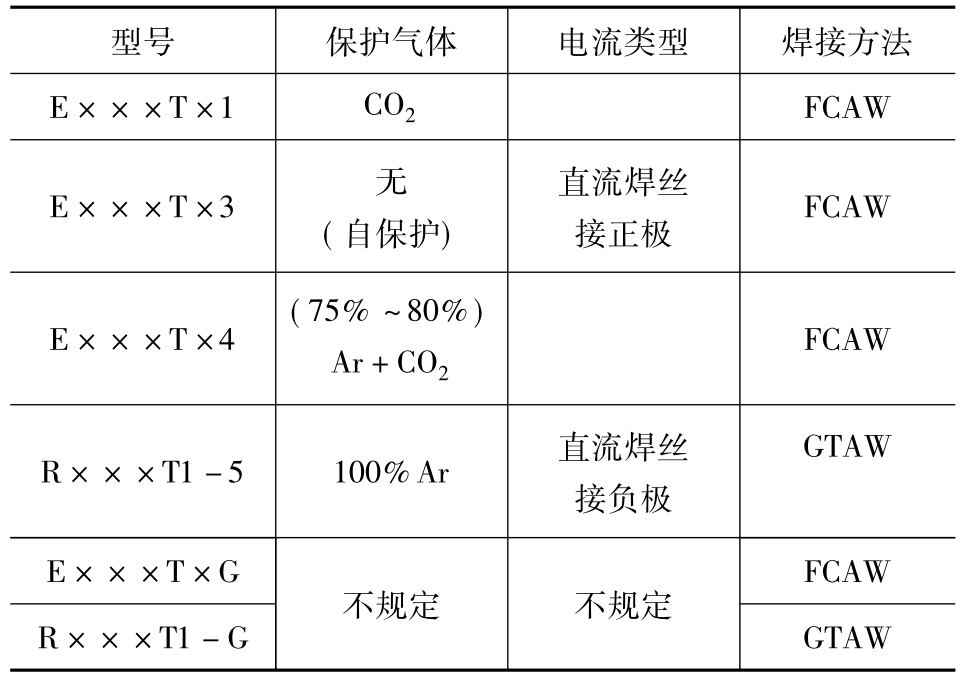
注:FCAW为药芯焊丝电弧焊;GTAW为钨极惰性气体保护焊。
表3-9 熔敷金属拉伸性能
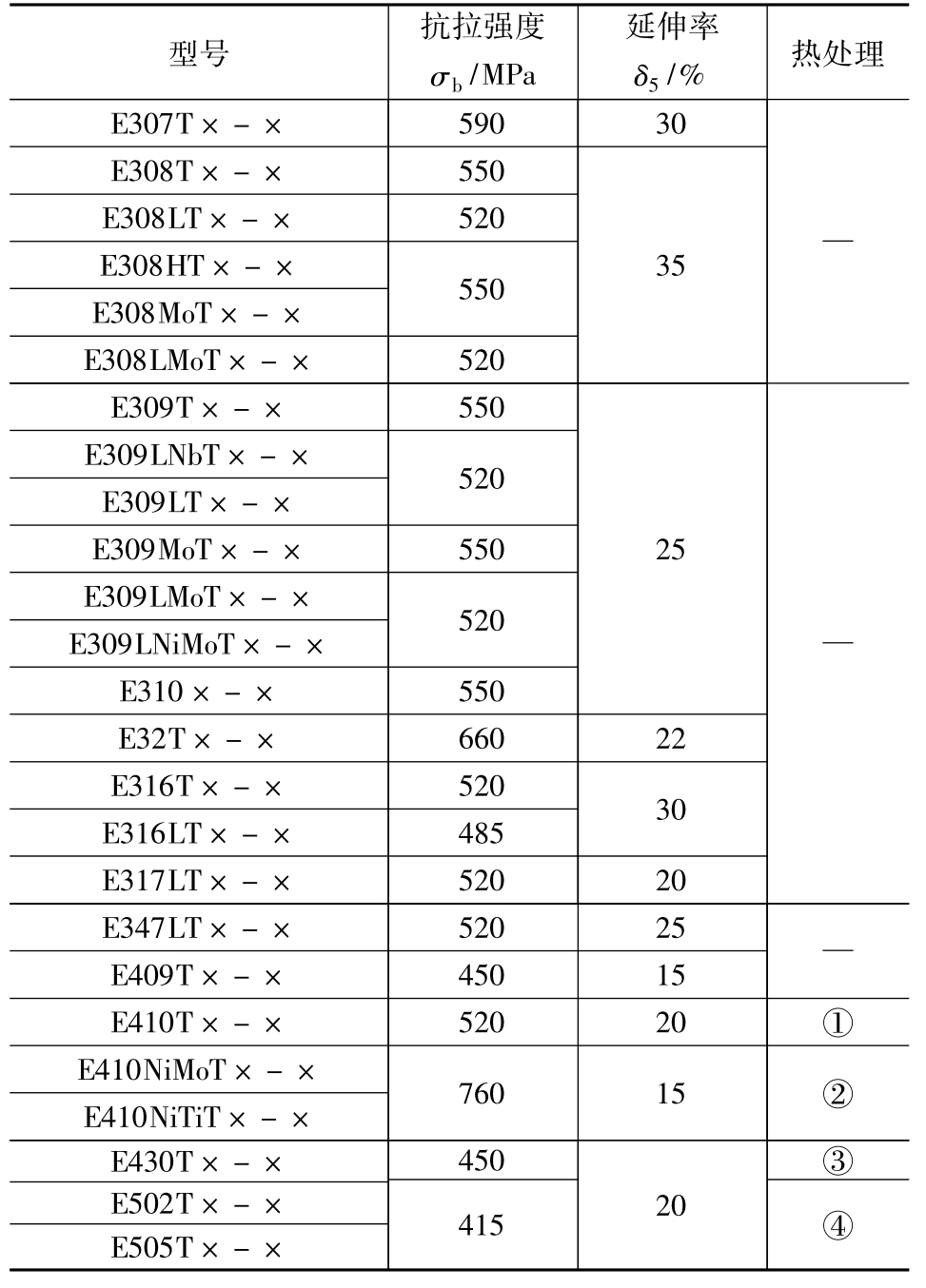
续表

注:①加热到730~760℃保温1h后,以不超过55℃/h的速度随炉冷到315℃,出炉空冷至室温。
②加热到595~620℃保温1h,出炉空冷至室温。
③加热到760~790℃保温4h后,以不超过55℃/h的速度随炉冷到590℃,出炉空冷至室温。
④加热到840~870℃保温2h后,以不超过55℃/h的速度随炉冷到590℃,出炉空冷至室温。
(4)药芯焊丝的牌号。
我国《焊接材料产品样本》中规定,药芯焊丝牌号的编制方法如下。
①首位字母“Y”表示药芯焊丝,第二位字母及其后的三位数字的含义与焊条牌号表示方法相同。
②第二位字母表示该焊丝的主要用途,如“J”为结构钢;“A”、“G”分别表示奥氏体铬镍不锈钢和铬不锈钢;“R”为耐热钢;“D”为堆焊。
③字母后面的三位数字中的前两位数字表示熔敷金属特性(力学性能或化学成分分类),第三位数字表示渣系和电流种类。如“1”为金红石型,“2”为钛钙型,“7”为碱性渣系。
④当药芯焊丝有特殊性能和用途时,则在数字后面加注起主要作用的元素或表示主要用途的字母(一般不超过两个)。
⑤在短划“-”后的数字,表示焊接时的保护类型,见表3-10。
药芯焊丝牌号举例如下:

表3-10 保护类型的代号

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










