



10.2 焊接方法代号
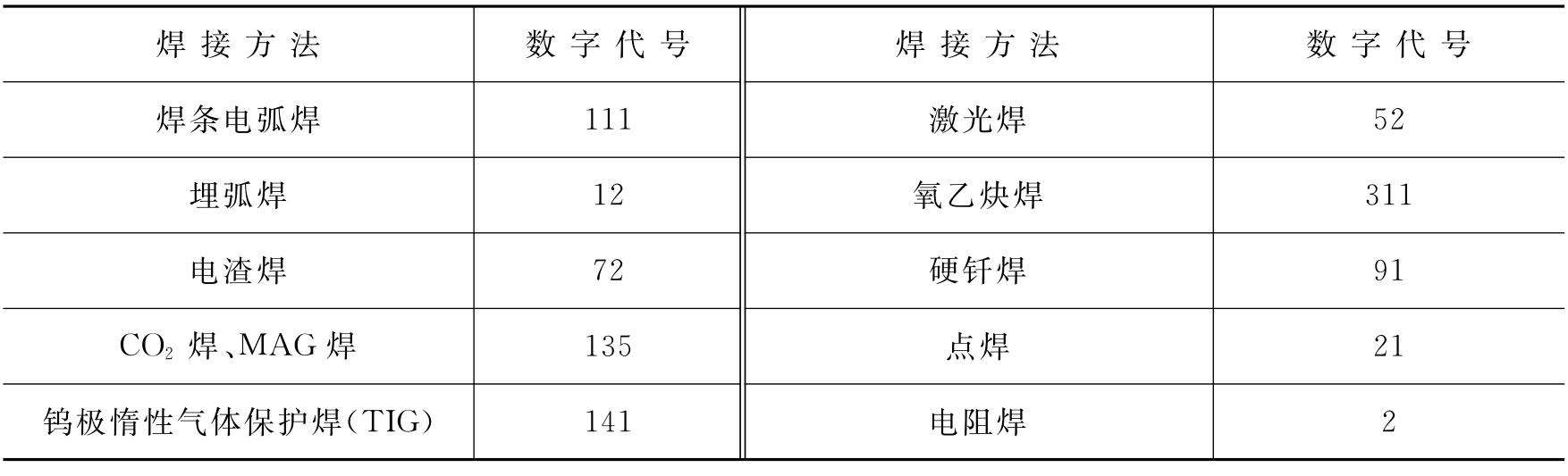
在焊接结构图上,为简化焊接方法的标注与说明,国家标准规定了用阿拉伯数字表示金属焊接及钎焊等各种方法的代号,共6大类、99种焊接方法代号。常用焊接方法代号如表10-5所示。
表10-5 常用焊接方法及数字代号
10.2.1 指引线标注位置
1.箭头线
箭头直接指向的接头侧为“接头的箭头侧”,与之相对的则为“接头的非箭头侧”,如图10-2所示。
2.基准线
基准线一般应与图样的底边平行,必要时也可与底边垂直。
实线与虚线的位置可根据需要互换。

图10-2 接头的“箭头侧”及“非箭头侧”示例
10.2.2 基本符号的标注位置
基本符号与基准线的相对位置:
(1)基本符号在实线侧时,表示焊缝在箭头侧,如图10-3a所示;
(2)基本符号在虚线侧时,表示焊缝在非箭头侧,如图10-3b所示;
(3)对称焊缝允许省略虚线,如图10-3c所示;
(4)在明确焊缝分布位置的情况下,有些双面焊缝也可省略虚线,如图10-3d所示。
10.2.3 辅助符号、补充符号的标注位置
辅助符号、补充符号的标注位置如表10-7和表10-8所示。
10.2.4 尺寸符号的标注位置
(1)横向尺寸标注在基本符号的左侧;
(2)纵向尺寸标注在基本符号的右侧;
(3)坡口角度、坡口面角度、根部间隙等尺寸标在基本符号的上侧或下侧;
(4)相同焊缝数量符号标在尾部;
(5)当需要标注的尺寸数据较多又不易分辨时,可在数据前面增加相应的尺寸符号。
当箭头线方向变化时,上述原则不变,如图10-4所示。

图10-3 基本符号与基准线的相对位置

图10-4 尺寸标注方法
10.2.5 焊接方法代号的标注位置
焊接方法代号标注在基准线实线末端的尾部符号中。
10.2.6 焊接方法代号的标注位置
(1)确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
(2)在基本符号的右侧无任何标注且又无其他说明时,意味着焊缝在工件的整个长度上是连续的。
(3)在基本符号的左侧无任何标注且又无其他说明时,表示对接焊缝要完全焊透。
(4)塞焊缝,槽焊缝带有斜边时,应该标注孔底部的尺寸。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










