



第二十三章 镀液性能分析
电镀液的性能,主要包括:镀液的pH值;镀液的均镀能力;镀液的整平能力;镀液的深镀能力;镀液的电流效率。
一、pH值的测定
1.pH试纸测定法
先将待测镀液搅拌均匀,取一条试纸,将镀液滴到试纸上,0.5s后,与标准色板比较,即可得知pH值。
pH试纸分为广泛试纸和精密试纸两种。测定时,最好先用广泛试纸确定pH值范围,再用精密试纸测量。
2.酸度计测量法
用酸度计测量pH值比试纸法准确,但必须按相应的仪器说明书进行测定。
二、镀液均镀能力的测定
均镀能力也叫分散能力,用来评定电镀溶液使被镀件镀层厚度均匀分布的能力。电镀液的分散能力越好,在阴极上不同部位所沉积出的金属镀层厚度就越均匀。反之,则镀层厚度相差越大。
1.远近阴极法
远近阴极法最常用的试验装置如图23-1所示。
试验槽内部尺寸为150mm×50mm×70mm,阴极尺寸为50mm×50mm×1mm,采用纯铜板或黄铜板,侧面及背面涂丙烯酸绝缘的清漆;阳极采用网状或带孔的板,尺寸为150mm×50mm×5mm。测定时,首先在一定条件下电镀至规定时间后,精确称出远、近阴极的增重m1和m2,然后按表23-1中所列公式计算试验结果。应该注意,由于使用的计算公式不同,结果也不一样,应在报告中注明所使用的计算公式。

图23-1 远近阴极法试验装置示意图
表23-1 计算均镀能力公式
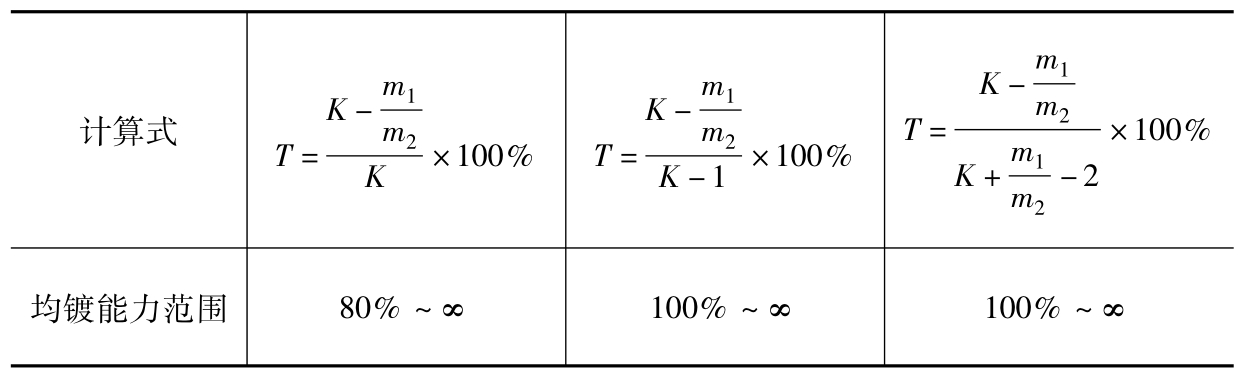
注:T为均镀能力;K为远近阴极与阳极间距离之比;m2为远阴极增重(g); m1为近阴极增重(g)。
试验时选择的K值、电流密度、温度等应与实际使用的条件相近。
2.弯曲阴极法
弯曲阴极法试验装置如图23-2所示。槽内尺寸为160mm×180mm×120mm,阳极材料尺寸为150mm×50mm×5mm,阴极采用纯铜板或软钢板,尺寸为0.2mm×0.5mm。
选择与电镀液性能相适应的工艺参数,一般电流密度为0.5~1A/dm2,时间为20min。当电流密度为2A/dm2时,时间为15min;当电流密度为3~5A/dm2时,时间为10min。
按下式计算均镀能力

δA、δB、δD和δE为A、B、D、E四个部位镀层的厚度。
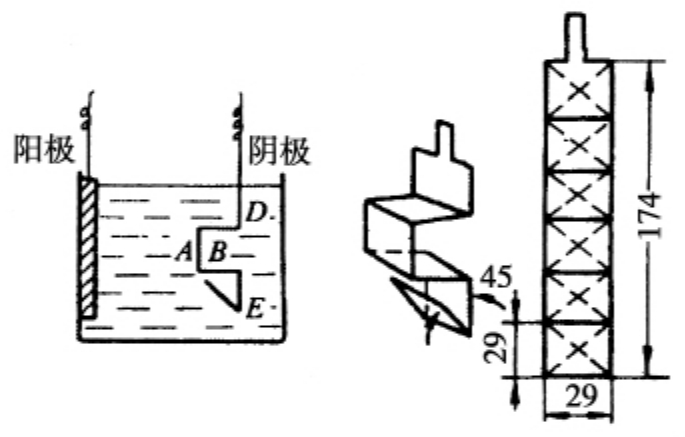
图23-2 弯曲阴极法试验装置示意图
3.霍尔槽试验法
霍尔槽试验法应选择与电镀液相适应的工艺参数,一般电流密度为0.5~3A/dm2,时间为10~15min,所得试片按图23-3划成8个部分,测出每个部分中间镀层的厚度δi。
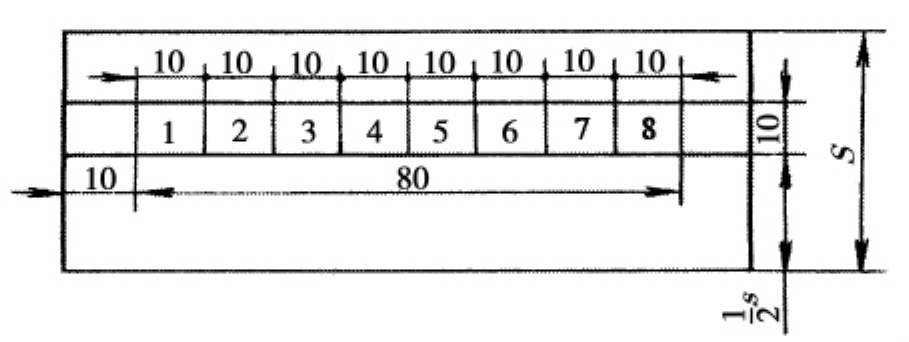
图23-3 霍尔槽测量均镀能力示意图
电镀溶液的均镀能力计算如下:
![]()
式中T为均镀能力(%);δi为2~8格镀层厚度;δ1为第1格镀层的厚度。
其中第1格为近阴极端,均镀能力值为0~100%。
三、镀液整平能力的测定
整平能力又称微观分散能力,是指在一定的条件下,电镀溶液在微观粗糙表面上均匀地沉积出金属的能力。
1.假正弦波法
较常用的测定微观分散能力的方法叫假正弦波法,此法能够较直观地观察电镀溶液的微观分散能力,其原理是用人工方法制造有规则的微观表面的“峰”和“谷”。测定时,可采用φ0.15mm的铜丝,沿φ5mm的铜棒紧密绕成螺旋形,形成假正弦波作为阴极。从截面看,成为有规则的波峰和波谷。电镀后,通过金相显微镜来测定波形断面振幅的变化,以判断镀液的整平能力。如图23-4所示。
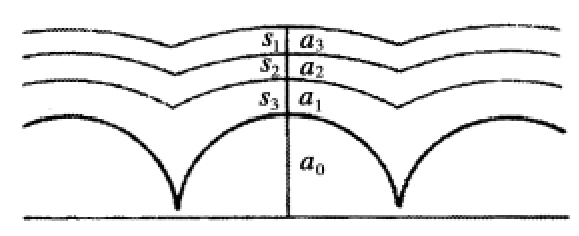
图23-4 假正弦波曲线示意图
2.粗糙度仪法
镀前用金相显微镜测定试样表面的微观高度差,电镀后再测定同一部位的微观高度差。由下式计算整平能力:
![]()
若使用自动记录的粗糙度仪,可用镀前和镀后的表面起伏曲线,直观地观察出镀液的整平能力。
四、镀液深度能力的测定
深度能力也叫覆盖能力,是指在电镀溶液的特定条件下,在工件的凹处或深孔中沉积出金属镀层的能力。
1.直角阴极法
直角阴极法适用于覆盖能力较低的电镀液,测试装置如图23-5所示。所用的阴极为75mm×25mm的铜片,在距一端25mm处将试片弯成90°,试片背面绝缘,阴极浸入液面下25mm,直角向着阳极,阴极前端与阳极的距离不小于50mm,并且在实验中保持不变。电流密度为1~3A/dm2,电镀30min,将阴极取出,洗净,干燥,拉平,并用刻有方格的矩形板量度被镀层覆盖的面积,以百分数表示电解液的覆盖能力。

图23-5 直角阴极法测镀液深度能力
2.内孔法
内孔法的装置如图23-6所示,采用一定内径的圆管作为阴极,其规格为φ10mm×50mm或φ10mm×100mm,一般用低碳钢管、铜管或黄铜管。试验时,将阴极水平放入槽中,其两端垂直于阳极,端口距阳极50mm。一般电镀10~50min后取出。将圆管按纵向切开,观察内孔中镀层的长度,即可评定镀液深度能力,通常用镀入深度和孔径之比来表示。

图23-6 内孔法实验装置图
3.凹穴法
凹穴法是采用带有10个凹穴的阴极,凹穴深度由1.25mm递增至12.5mm,每一凹穴的直径均为12.5mm。这样一来,第一个凹穴的深度为其直径的10%,最后一个为其直径的100%,如图23-7所示。电镀后,以凹穴内表面镀上金属的情况来评定覆盖能力的好坏。例如,第六个凹穴内表面全部镀上了金属,而第七个凹穴只部分地镀上金属,则电解液的覆盖能力可评为60%。

图23-7 凹穴法测镀液深度能力
五、镀液电流效率的测定
电流效率,是指在电镀时,实际析出(或溶解)物质的重量与理论计算值之比。一般采用铜库仑计法进行测量。试验装置如图23-8所示。库仑计阳极为两片纯铜片,阴极为铜或钢片。其溶液成分如下:
硫酸铜(CuSO4·5H2O) 125g/L
硫酸(H2SO4,ρ=1.84) 25mL/L
乙醇(C2H5OH) 50mL/L
温度(℃) 18~25
电流密度(A/dm2) 0.2~2
时间(min) 10~30
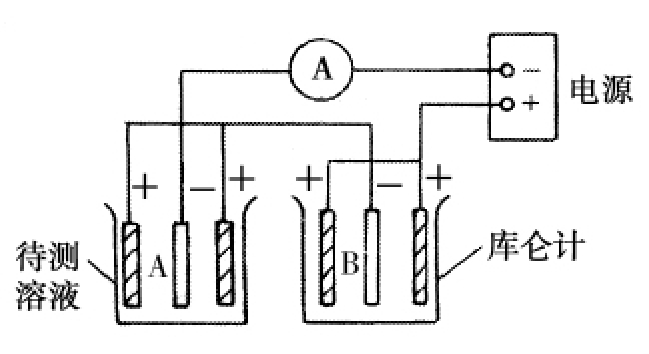
图23-8 库仑计法试验装置示意图
试片A和B在试验前后都必须洗净、烘干,并在天平上准确称重,按下式计算阴极电流效率:
式中ηc为待测溶液电流效率;mA为试片A实际增重(g); mB为试片B实际增重(g);k为待测溶液中阴极析出物质的电化当量[g/(A·h)];1.186为铜的电化当量[g/(A·h)]。
六、霍尔槽试验
1.霍尔槽的结构
霍尔槽一般用耐酸碱的透明塑料或有机玻璃制作,根据槽内液面的高度,可选择溶液体积。一般采用液面高48mm,体积267mL的霍尔槽。霍尔槽结构如图23-9所示。
2.霍尔槽试验的主要作用
(1)确定获得合格外观镀层的电流密度的近似范围及其他工艺条件。
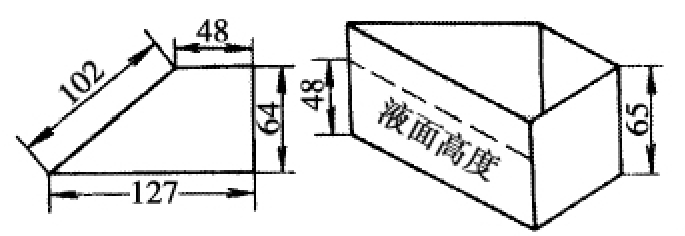
图23-9 霍尔槽结构
(2)研究电镀液主要组分和添加剂的影响,从而选择镀液组分的最佳范围。
(3)分析电镀液产生问题的原因。
(4)测定电解液的均镀能力、整平能力及镀层内应力。
3.霍尔槽阴极上电流的分布及外观表示方法
霍尔槽阴极上电流密度的分布,符合以下数学表达式所表示的对数关系:
ik=I(C1-C2lgl)
式中ik为阴极上某点的电流密度,A/dm2;I为通过霍尔槽的实验电流,A;l为阴极上某点到阴极近端的距离,cm;C1,C2为与霍尔槽结构有关的常数。
不同类型霍尔槽阴极上电流密度分布的经验公式,即DINS0957计算公式:
267mL槽 ik=I(5.1019-5.2041lgl)
1000mL槽 ik=I(3.2557-3.0451lgl)
试验发现,在同一距离阴极的不同高度处,镀层的外观并不一样。根据经验,可选取阴极试片中线偏上的部位作为实验结果,如图23-10所示。
为了便于将试验结果以图示形式记录下来,可用图23-11的符号表示镀层的状况。如果这些符号还不足以说明问题,也可配合文字说明。

图23-10 阴极试验结果的部位选择

图23-11 霍尔槽试片的符号
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











