



第六节 电刷镀溶液的选择
一、过镀层
过镀层也叫打底层或起镀层。过镀层主要是增强基体金属和工作镀层间的结合力。过镀层质量的好坏,直接影响整个镀层的质量。过镀层常用的镀液有特殊镍、碱铜、中性镍、低氢脆镉等,它们适用于各种基体材质的情况如下。
1.特殊镍或钴镀液
一般金属、不锈钢、铬、镍等和高熔点金属,常用特殊镍或钴镀层作过镀层,能使基体和镀层有良好的结合力。用特殊镍时,先蘸镀液不通电擦拭几秒钟,然后通电起镀。
2.碱铜
碱铜的结合力比特殊镍差,但镀液对基体材质的腐蚀性小,所以,对铝和铝合金、锌、铸铁、铸钢等难镀材料,以及钎焊、防渗氮、防渗碳等工件,可选用碱铜镀液。
3.中性镍
对铝、锌,特别是铸铁、铸钢或防渗碳、防渗氮等工件,若不用碱铜过镀层,也可用中性镍或快速镍。
4.低氢脆镉
对氢特别敏感的超高强度钢,经阳极电净,用低氢脆镉作过镀层,可提高基体金属与镀层的结合强度,避免渗氢。
二、恢复尺寸镀层
由于机械零件的磨擦磨损和加工超差而造成工件尺寸减小,可用电刷镀修复。常用的电刷镀镀液有高速酸铜、高堆积碱铜、快速镍、特快镍、钴及镍、钴合金、快速铁、铁合金等。各种镀液都有其镀积的安全厚度。在实际应用中,每种镀层的厚度往往受到此参数的限制。上述恢复尺寸镀液的性能和工艺参数如表14-47。
表14-47 一些尺寸层镀液的安全厚度、主要工艺参数等性能

续表

在恢复尺寸时,要注意残余应力的影响。为了保护镀层的质量,要镀出厚镀层,往往要采用交替沉积各种金属镀层的方法,使之既能高速增长尺寸,又能保证良好的质量。
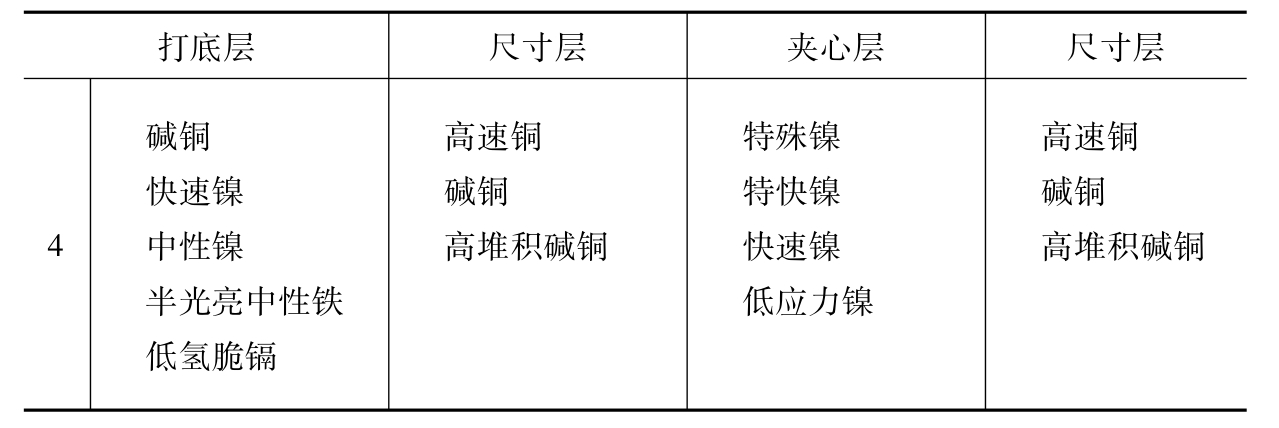
较常用的夹心层结构模式见表14-48,其镀积可按如下途径来完成。
表14-48 夹心层结构模式

续表
(1)不打磨或1/3安全厚度夹心镀积法。
(2)不活化打磨镀积法。
在电刷镀厚镀层时,常常因镀层增厚时表面粗糙,镀层边缘起棱,包套被磨损而使电刷镀过程不能继续下去,这时,可以采取边打磨边电刷镀的方法进行。
(3)活化打磨镀积法。
在需要镀厚镀层的场合,有时也可以用停止电刷镀,用水冲洗后用砂纸或油石打磨粗糙的镀层表面,修去凸起的边缘棱角,然后重新电净与活化处理,镀过渡层再施镀的方法,称为活化打磨镀积法。用这种方法反复打磨—施镀—打磨—施镀,直至达到所需的厚度。
(4)间歇镀积法。
间歇镀积法就是镀到一定厚度的镀层(这种镀层可采用不活化打磨镀积法或活化打磨镀积法来获得),经放置过夜或更长时间后,再重新活化处理施镀。
三、耐磨性镀层
作为耐磨性镀层的镀液,应该是快速镍、特殊镍、特快镍、镍钨合金、镍磷合金、镍钴合金、镍铁钴合金、镍铁钨、C-9快速铁、三价钴、高效耐磨硬铬等镀液。
四、抗蚀性镀层
可选用的镀液有特殊镍、快速镍、半光亮镍、高堆积酸镍、半光亮钴、中性钴、高效耐磨硬铬、酸性锌、碱性锌、低氧脆镉、镍钴合金、镍磷合金、镍铁钴、镍钴钨合金、镍锌合金、镍锡合金、锡钨合金、锡铟合金、中性银、金镀液等。
五、改善钎焊性能镀层
常用的镀液有碱性锡、弱酸锡、中性银、厚银、锡铟合金、铅锡合金与金铟合金等。
六、良好导电性镀层
银和铜是两种导电性很好的金属,因此,在电刷镀中,常用中性银、厚银、高速铜、碱铜、高堆积碱铜、酸性铜、合金铜、半光亮铜等镀液。
七、低的氢脆性镀层
由于电刷镀工艺的特点,镀笔不断在阴极表面摩擦,所以,电刷镀层的氢脆性比槽镀层的氢脆性低,特别是低氢脆镉镀液,专门用于超高强度钢上,其镀层不经除氢处理就可直接应用,目前,国内外已广泛应用低氢脆镉于飞机和宇航部件的修理上。另外,镍钨合金所得镀层也有较低的氢脆性。
八、用于滑动轴承表面的镀层
有些轴承表面用软金属或软金属中含有硬质点的镀层,这种镀层在轴承表面磨料磨损的场合,更显示出它的优越性。常用的镀层有锡锑钼合金、铅锡合金、铅锡锑合金。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











