



7.4 收音机的安装
一、收音机原理与安装实习的目的与意义
1.目的与意义
通过对组装的收音机通电检测、调试,来了解一般电子产品的生产调试过程,初步学习调试电子产品的方法,培养学生的检测能力及认真态度。
2.收音机原理图
收音机原理图见图7-22。
二、焊接前的准备工作
1.清点套件
按说明书的元器件清单清点套件。

图7-22 电路原理图实例(收音机)
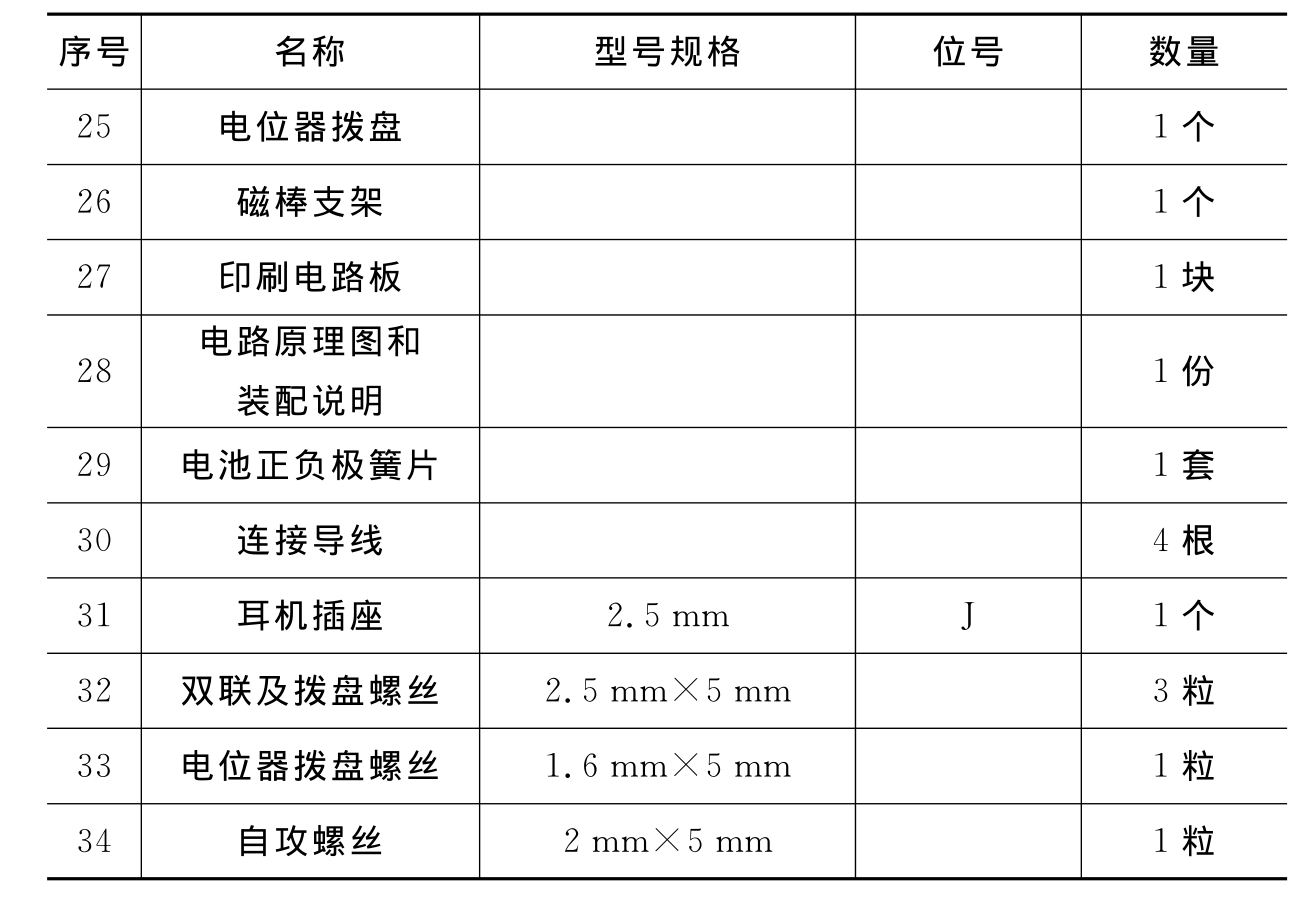
表7-1 9018型收音机元器件清单

续表
2.原理图和印刷电路图的对应关系

图7-23 收音机的印刷电路图
在进行装配之前应先读懂原理图和印刷电路图,找出原理图和印刷电路图的对应关系。例如图7-24(a)中,用两个圈圈起来的是原理图中的双联电容,图7-24(b)中用圈圈起来的是印刷电路图中的双联电容。

图7-24 原理图和印刷电路图的对应关系
3.印制板的处理
将印刷板及大件进行试安装,若不合适要进行修磨,但不要装得太松。印刷板不能用手摸,用手摸了之后印制板沾到汗容易氧化,造成焊接故障。
4.去氧化层
去氧化层的步骤在万用表的安装中已说明,在此不再详细叙述。
5.将未上锡的元器件进行打磨上锡
(1)一般焊接线都要先吃上锡,焊锡易少不易多。
(2)将电烙铁靠到元器件腿侧,然后将松香芯焊锡丝缓缓靠近元器件腿和电烙铁头,待焊锡熔融后,立即撤掉焊锡丝和电烙铁,然后吹气冷却(风冷)。
(3)焊腿不能剪得太短,应焊好后再剪(用指甲刀或斜口钳),以免焊点内部虚焊。
三、总装收音机
1.收音机的安装
安装收音机之前要先浏览一下各元器件,做到心中有数,安装时先安装低矮和耐热的元器件(如电阻),再安装大一点的元器件(如中周、变压器)。
(1)电阻。根据元器件清单中11个电阻的阻值将电阻分类,分类见表7-2。根据印制板上两孔的距离弯曲电阻的引脚,决定采用卧式紧贴安装或立式安装。安装高度要统一。
表7-2 电阻分类表

(2)电容。瓷片电容安装后其引脚长度要适中,不要剪得太长或太短。在焊接瓷片电容时不必考虑它的正负极性。
在安装电解电容时要求电容的管脚长度要适中,要正确判断管脚的正、负极,否则不能实现收音功能。并且电解电容要紧贴电路板立式安装焊接,太高就会影响后盖的安装。
(3)三极管。9018型收音机所用的三极管全是NPN型的,这就减少了我们判别三极管型号的麻烦。但在使用前,一定要用万用表判别三极管质量的好坏及其三个引脚的极性。
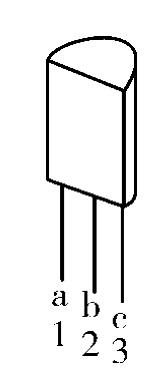
图7-25 三极管管脚示意图
判别好三极管三个引脚的极性后对应装入印制板中。其中,VT5、VT6为9013,属于中功率三极管,而VT1~VT4为9018或9014属于高频小功率三极管,两者不能相混淆,因为它们的外形和脚位的排列都是一样的,包括质量判别及引脚的判别都是一样的。VT1选用低β值F挡或G挡的三极管,VT2、VT3选用中β值H挡的三极管,VT4选用高β值的三极管。
三极管怕热,因此在安装时速度要快。三极管的安装也不能超过中周的高度,引脚不能剪得太长或太短。
(4)中周、变压器。中频变压器简称中周,在收音机散件中共有三只,T2为振荡线圈,色标为红色。T3为第一级中放用的中周,色标为白色。T4为第二级中放用的中周,色标为绿色或黑色。中周外壳除起屏蔽作用外,还起导线作用,所以中周外壳必须可靠接地。T5为输入变压器,线圈骨架上有凸点标记的为初级,印制板上也有圆点作为标记,安装时不能装错。

图7-26 中周及变压器外形图
(5)磁棒线圈。没有搪锡的磁棒线圈的4根引线头,可以直接用电烙铁配合松香焊锡丝来回摩擦几次即可自动镀上锡,分清线圈的a、b、c、d后,将4个线头焊接在对应的印制板的a,b,c,d点焊盘上即可,线头的判断由图7-27可知。焊接前要仔细辨别b、c引脚,切不可弄错。
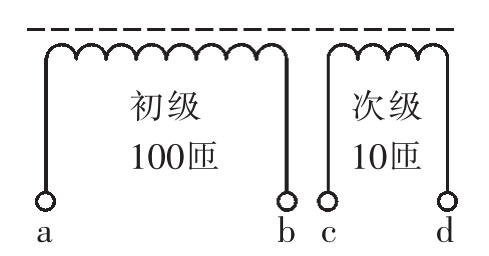
图7-27 磁体线圈线头示意图
(6)电位器、电位器拨盘、双联电容、双联拨盘。由于调谐用的双连拨盘安装时离电路板很近,所以在它的圆周内的高出部分的元器件引脚在焊接前先用剪刀剪去,以免安装或调谐时有障碍。影响拨盘调谐的元器件有T2和T4的引脚以及接地焊片,双连的三个引出脚,电位器的开关脚和一个引脚。
T5为输入变压器,线圈骨架上有突点标记的为初级,印制板上也有圆点作为标记。安装时不要装反(还可以配合万用表测量进行分辨)。
(7)耳机插座。耳机插座安装时先将插座的靠尾部下面一个焊片从根部往下弯曲90°插在印制板上,然后再用剪下来的一个引脚的一端插在靠尾部上端的孔内,另一端插在印制板对应的J孔内。焊接速度要快一点,以免烫坏插座的塑料部分,影响电路的导通。
(8)发光二极管。发光二极管主要用来进行收音机开关的指示,当开关打开时发光二极管亮,反之则不亮。它的接法按照图7-28所示弯曲成形,然后直接插到电路板上焊接即可,安装时要注意二极管的正负极。
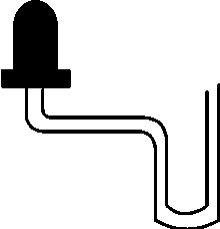
图7-28 发光管弯曲示意图
(9)喇叭。喇叭直接安装容易滑动,将喇叭放好后,再用电烙铁将周围的三个塑料桩子靠近喇叭边缘烫下去,将喇叭压紧,以免喇叭松动。
除了上面列出的元器件外,还有印刷电路板、导线、螺丝等元器件。
焊接完毕,仔细检查电路是否有虚焊、假焊和短路的地方。电阻是否有阻值接错的,电容、发光二极管是否有正负极反了的,三极管的e、b、c脚接对了没有,中周的型号是否有误等。逐步分析,一旦焊错要小心地用烙铁加热后取下重焊,以免电路通电后烧坏元器件。电阻的读数方向要一致,色环不清楚时要用万用表测定阻值后再装。上螺丝、螺母时用力要合适,不可用力太大。
2.调试及故障排除
收音机的调试主要包括:基本调试(外观检查和静态电路测试)、中周调整、中频频率调整。
(1)收音机的基本调试。调试是为了收音机能更好地工作。将调试好的部件组装成整机后,不可能都处在最佳配合状态而满足整机的技术指标,所以,单元部件经组装后一定要进行整机调试。
首先,按直观检查的方法对整机进行外观检查。外观检查有如下内容:焊接质量检查、电池夹弹簧检查、频率刻度指示检查、旋钮检查、耳机插座检查、机内异物检查等。
结构调整主要是检查印制电路板各部件的固定是否牢靠,有无松动,各接插件间接触是否良好,机械转动部分是否灵活。
其次,对电路电流进行测量。将电位器开关关掉,装上电池用万用表的50mV挡来测量,表笔跨接在电位器开关的两端(黑色表笔接电池负极,红色表笔接开关的另一端)。若电流指示小于10mV,则说明可以通电。将电位器开关打开(音量旋至最小即测量静态电流),用万用表分别依次测量D、C、B、A 4个电流缺口,若被测量电流的数字在规定的参考值的左右即可用电烙铁将4个缺口依次连通,再将音量开到最大,调双连拨盘即可收到电台。在安装电路板的时候注意将喇叭及电池引线埋在比较隐蔽的地方,并且不要影响调谐拨盘的旋转和避开螺丝桩子,电路板挪位后再上螺丝固定。当测量不在规定的电流值的范围时,则要仔细检查三极管的极性有没有装错,中周是不是装错位置以及虚焊等。若测量哪一级电流不正常则说明那一级电流有问题。
(2)中周调整。由于和中周变压器并联的电容器的容量总存在误差,机内的布线也存在着不同的分布电容,这些都会引起中周变压器的失谐,所以要进行调整。但由于中周在出厂时厂家就已经调好,在这里就不需要我们再来调整中周了。
如果出厂时没有调整好中周,则可以按以下方法进行中周调整:将高频信号发生器调到465kHz上,双连电容逆时针旋到头,然后调T4(黑色)、T3(白色)两个中周,反复调几次,达到收音机喇叭声音最响为止。
(3)中频频率调整。收音机中波段频率范围一般规定在535~1605kHz,它是通过双联电容从容量最大到容量最小来实现这种连续调谐的。为了满足上述要求所以必须调频率范围。在出厂前厂家也已经调整好,在这我们也不需要再调整了。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











