



10.3 塑料的焊接
将分离的塑料用局部加热或加压等手段,利用热熔状态的塑料大分子在焊接压力作用下相互扩散,产生范德华作用力,从而紧密地连接在一起,形成永久性接头的过程称为塑料的焊接。塑料焊接可以使用焊条作为填充焊料,也可以直接加热焊件而不使用填充焊料。为了保证焊接品质,焊接表面必须清洁,不被污染,因此,常在焊接前对焊接表面进行脱脂及去污处理。绝大多数情况下,焊接表面还必须进行平整与平行加工处理和加工坡口,例如进行管道端焊接时,必须先用平行机动旋刀削平两个管材的被焊端面,并保证这两个端面相互接触时基本平行。加工焊接表面或预加工坡口时可以使用通用的切削机床,也可使用刀片细心加工。
目前,在工业技术中得到应用的塑料焊接方法有多种,本节介绍常用的几种焊接方法。
1.热气焊
利用热气体(在大多数情况下即热风)对塑料表面加热,并通过手动或机械方式对焊接区施加焊接压力,从而进行焊接的方法称为热气焊。
可以利用热气焊方法进行焊接的塑料品种有聚氯乙烯、聚乙烯、聚丙烯、聚甲醛、聚酰胺以及聚苯乙烯、ABS、聚碳酸酯等。
在热气焊过程中,作为焊接热源载体的气体必须去油去水分,然后在(1~5)×104Pa的压力下通入焊枪,并被加热。出于安全考虑,热气焊不得使用可燃气体作为热源气体。气源通常为压缩空气。
常见的热气焊填充焊料有圆形、矩形截面,以及绳状或条状的焊条。热塑性硬塑料的焊接多使用直径为2mm、3mm或4mm的圆截面焊条或型材截面的焊条。
热塑性软塑料多使用≥3mm直径的绳状或条状焊条。表面贴层焊时,常用厚度为1mm,宽度为15mm的条形焊条。
影响热气焊焊接品质的主要因素有:
(1)塑料母材的焊接性;
(2)与母材相适应的填充焊料(焊条);
(3)焊缝的形式和焊道数;
(4)焊接条件(如温度、速度、压力等);
(5)母材和焊条的表面清洁度。
2.超声波焊接
1956年,美国的琼斯发明了超声波焊。塑料超声波焊接的原理是使塑料的焊接面在超声波能量的作用下作高频机械振动而发热熔化,同时施加焊接应力,从而把塑料焊接在一起,如图10-37所示。
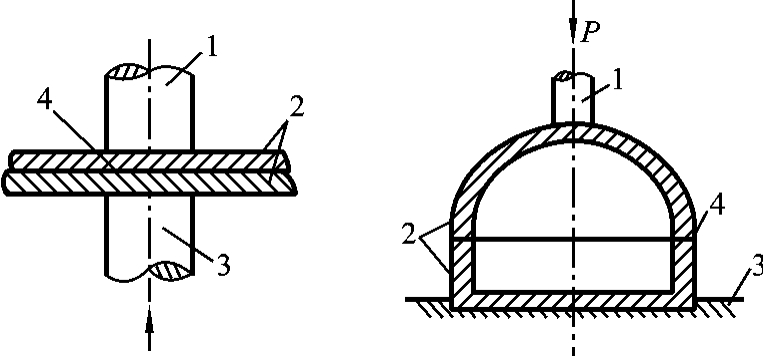
图10-37 塑料超声波焊接示意图
1—超声波振头;2—被焊工件;3—焊座;4—焊缝
超声波焊接原则上适于焊接大多数热塑性塑料。主要用于焊接模塑件,薄膜、板材和线材等,通常不需要填充焊料。塑料超声波焊接的焊接面预加工有一些特殊的要求,在焊接面上,常设计有带尖边的超声波能量定向唇,又称导能筋,如图10-38所示。
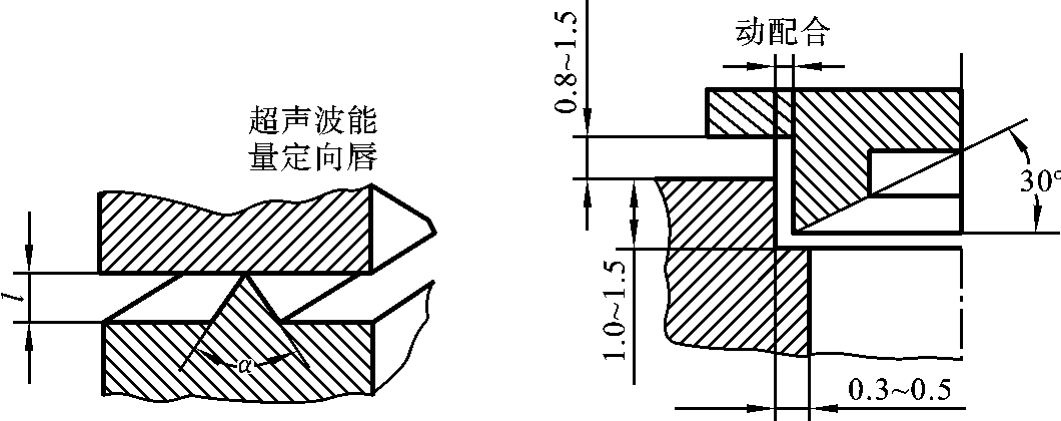
图10-38 塑料超声波焊接面上的超声波能量定向唇
3.摩擦焊
塑料摩擦焊的原理与金属摩擦焊相同。被焊接的塑料在焊接面上经摩擦发热而熔化,同时,手控或机械操纵焊接压力,把它们焊接在一起。摩擦焊的焊接表面可以是轴对称的圆柱体端面,或者是圆锥体的锥表面。
在一般情况下,摩擦焊不需要填充焊料,但有时也使用与被焊塑料相同的中间摩擦件作为填充焊料,进行焊接。
4.挤塑焊
挤塑焊是近年来发展迅速的一种塑料焊接方法。主要用于焊接厚壁工件和大面积贴面。
尽管挤塑焊方法较多,但所有挤塑焊方法都具有以下特点:
(1)是以塑化装置(挤出机)挤出的棒状熔料作为焊接填料;
(2)焊接填料混合均匀,并且已充分塑化;
(3)焊接表面必须预加热至焊接温度;
(4)焊接时必须施加压力。
挤塑焊方法主要用于焊接聚乙烯和聚丙烯塑料,要求挤塑焊的填充焊料应与母材一致,禁止使用成分不明的塑料,禁止使用再造的各类塑料。
5.光致热能焊接
以一束聚焦但频带不相干的光源对被焊材料的表面加热,以光致热能熔化表面层塑料,同时手动或机械操纵作用焊接压力,从而实现焊接的方法称为光致热能焊接。
目前,成熟的光致热能焊接方法是红外灯加热挤塑焊。这种焊接方法是由一台挤出机塑化填充填料,并将其挤入已由加热灯预热的坡口或隙缝,进而把塑料焊接在一起。
6.热工具焊
利用一个或多个发热工具对被焊塑料的表面进行加热,直至其表面层充分熔化为止,然后在压力作用下进行焊接的方法称为热工具焊。热工具焊是应用最广泛的塑料焊接方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









