



二、焊接材料的选用
1.低合金结构钢焊条的选择
焊条的选择要满足焊缝金属与母材等强度以及其他的性能要求,焊缝强度与母材成分、厚度以及坡口形式有关,不同的工件厚度及坡口形式应选择不同等级的焊接材料。
(1)超低氢焊条(J×××H)。
采用超低氢焊条焊接时,由于焊缝金属中扩散氢含量极低,因而可以明显提高抗裂性能,可以降低焊前预热温度。因此,在焊接重要的低合金钢产品时,为了提高抗裂性,简化焊接工艺,超低氢焊条在国内外焊接生产中应用受到普遍重视。
(2)高韧性焊条(J×××GR)。
某些低合金钢产品要求有较高的低温韧性,而一般的低氢型焊条熔敷金属的低温韧性满足不了这种要求。为了适应于工作条件恶劣的海上采油平台和压力容器等低合金钢焊接结构的需求,研制生产了高韧性焊条,如J507GR等焊条,其熔敷金属在-40℃V形缺口夏比冲击吸收功不低于47J。为了提高焊接结构的安全性和抗脆断能力,除了要求焊缝金属具有良好的低温冲击韧性外,还要求焊缝具有良好的断裂韧度。如海上采油平台结构,要求焊缝金属-10℃的临界COD(裂纹张开位移值δ)不小于0.25mm。国外压力容器用的焊接材料,也列出了COD值或NDT温度。采用一般的J507低氢型焊条焊接Q345R及Q420R钢压力容器,焊缝金属的临界COD值常常低于母材,而采用高韧性焊条焊接则可以保证焊缝金属的-40℃冲击性能和COD值达到母材水平。
(3)高韧性超低氢焊条(J×××RH)。
该类焊条具有良好的抗裂性和焊缝低温韧性,如J506RH、J556RH、J607RH、J707RH等,可用于海上采油平台、压力容器、船舶、工程矿山机械以及严寒地区的重要低碳合金钢结构的焊接。
(4)耐吸潮焊条(J×××LMA)。
耐吸潮焊条药皮在潮湿空气中具有耐吸潮的能力。焊条药皮吸潮过量,不但造成电弧不稳,飞溅增大,而且还增大冷裂纹及气孔敏感性,降低焊缝力学性能。对于低氢型耐吸潮焊条,要求焊条烘干后,由烘箱取出在高湿度环境下使用期间,药皮含水量仍能符合规定的要求。
选用的焊条应使焊缝的强度等于或略高于母材金属的强度,不要使焊缝的强度超出母材强度太高。当强度等级不同的低合金结构钢或者低合金结构钢与低碳钢相焊接时,要选用与强度等级较低钢材相匹配的焊条。
焊条是按抗拉强度分类的,钢材是按屈服点分类的,两者分类方法不同,选用焊条时,必须考虑所焊钢种的抗拉强度。
选用酸性、碱性焊条,主要取决于钢材的抗裂性能、焊接结构工作条件、施工条件、焊接结构的形状复杂程度、焊接结构刚度等因素。对于重要的焊接结构,要求塑性好、冲击韧度好、抗裂性好、低温性能好的焊接结构,可选用碱性焊条。对于不重要的焊接结构,或坡口表面有油、污、锈、垢、氧化皮等脏物而又难于清理时,在焊接结构性能允许的前提下,也可以选用酸性焊条。
大批量生产时,尽量选用高效专用焊条,如立向下焊条、铁粉焊条、重力焊条等,这样可以缩短焊接周期和提高生产率。在满足结构性能要求的前提下,尽量选用酸性焊条,因为酸性焊条施焊过程中放出的有害气体少,操作工艺性能较好,又可以使用交流弧焊机(交流弧焊机比直流弧焊机的价格低廉)。
低合金结构钢焊接用的焊条见表5-12。
表5-12 低合金结构钢焊条的选用

续表

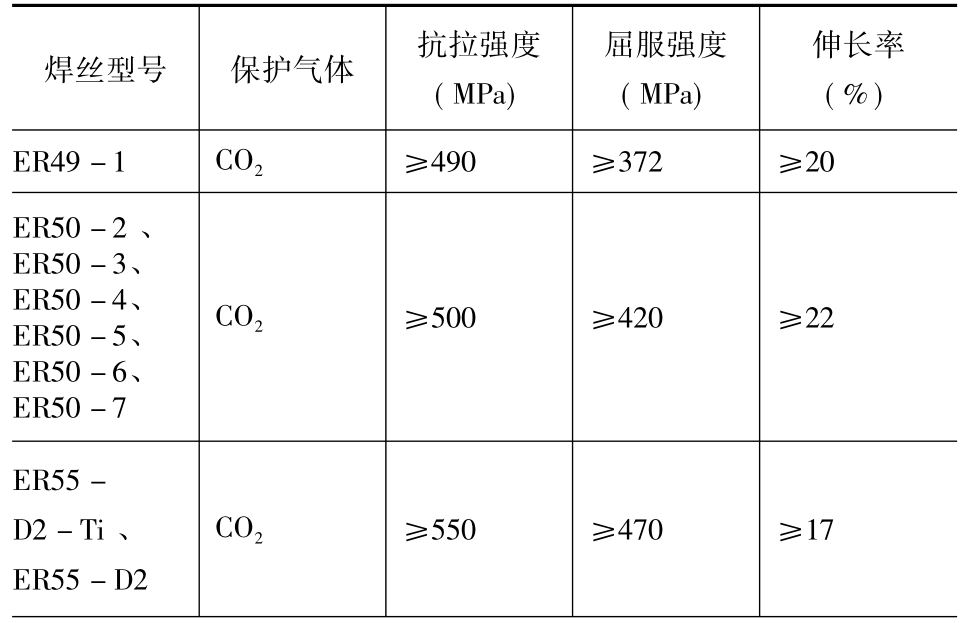
2.气体保护焊焊丝的选用
低合金钢气体保护焊实心焊丝应根据母材的强度和保护气体种类选用,不同低合金钢气体保护焊实心焊丝熔敷金属的力学性能见表5-13。
表5-13 低合金钢气体保护焊实心焊丝熔敷金属的抗拉性能要求
续表

3.埋弧焊用焊丝和焊剂
焊剂与焊丝的不同组合,可以获得不同力学性能的熔敷金属。所以,应该根据所焊产品的具体技术要求和生产条件,选择合适的焊剂和焊丝组合。低合金钢焊接常用焊丝焊剂组合见表5-14。
表5-14 低合金钢焊接常用焊丝焊剂组合

续表

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









