



一、常用焊接工具及材料
电烙铁是电子产品装配常用的手工焊接工具,其作用是加热焊料和被焊金属,使熔融的焊料润湿被焊金属表面并生成合金。电烙铁在手工焊接或者在电子实训教学中起着重要的作用。
(一)常见电烙铁
1.外热式电烙铁
(1)外热式电烙铁组成与外形
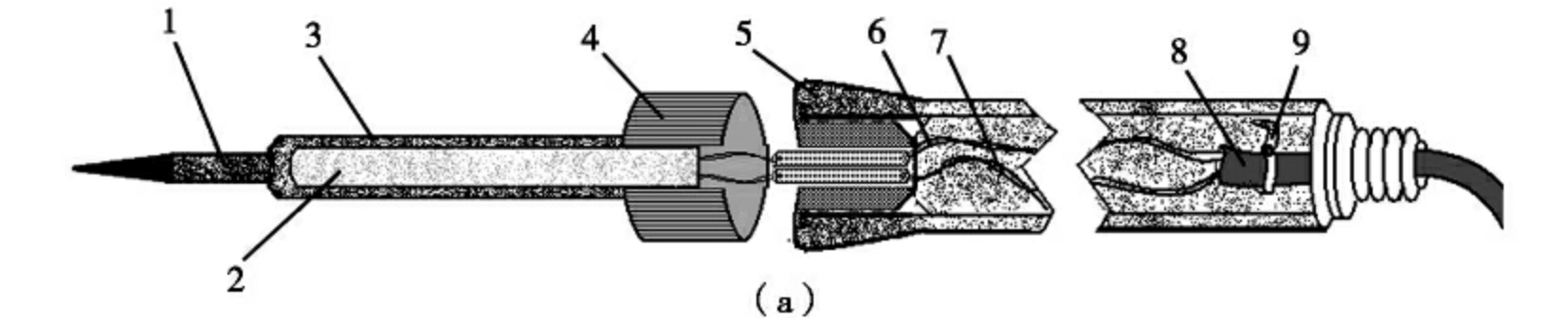
外热式电烙铁一般由烙铁头、烙铁芯、外壳、手柄、电源引线、插头等部分组成,其结构和外形如图4-1所示。
(2)外热式电烙铁规格
根据功率不同,常用的外热式电烙铁规格有25W、30W、45W、75W、100W等。其功率越大,温度越高。一般在电子实训中,用30W的外热式电烙铁焊接即可。
(3)外热式电烙铁特点
①外热式电烙铁的结构特点是烙铁头安装在烙铁芯里面,其命名也是这样得来的。
②外热式电烙铁因烙铁头套在烙铁芯外、体积比较大,所以热效率低,通电几分钟后烙铁头才能焊接。且烙铁的温度与烙铁头的体积、形状、长短等都有一定的关系。
③外热式电烙铁芯内阻与功率有关,一般25W烙铁的阻值约为2KΩ,45W烙铁的阻值约为1KΩ,75W烙铁的阻值约为0.6KΩ,100W烙铁的阻值约为0.5KΩ。1-烙铁头 2-烙铁芯 3-外壳 4-卡箍 5-手柄
6-接线柱 7-接地线 8-电源线 9-紧固扎带

图4-1 外热式电烙铁结构及外形图
2.内热式电烙铁
(1)内热式电烙铁组成与外形
内热式电烙铁由手柄、连接杆、弹簧夹、烙铁芯、烙铁头组成,其外形和结构如图4-2所示。
(2)内热式电烙铁规格
根据功率不同,常用的内热式电烙铁规格有20W、25W、45W、75W、100W等。其功率越大,温度越高。一般在电子实训中,用20W的内热式电烙铁焊接即可。
(3)内热式电烙铁特点
①内热式电烙铁的结构特点是烙铁头后端是空的,烙铁芯安装在烙铁头里面,其命名也是这样得来的。
②内热式电烙铁因烙铁头包在烙铁芯上、体积比较小,升温快,所以热效率高。一般通电1分钟即可进行焊接,且20W的内热式电烙铁相当于40W左右的外热式的发热量。
③常用内热式电烙铁的工作温度,见表4-1所示。
表4-1 常见内热式电烙铁工作温度
1-烙铁头 2-烙铁芯 3-外壳 4-卡箍 5-手柄
6-接线柱 7-接地线 8-电源线 9-紧固扎带

图4-2 内热式电烙铁结构与外形图
3.恒温电烙铁
有的电子元器件对温度的要求很高,在焊接的时候对电烙铁的温度要求严格。而普通的内热式和外热式电烙铁使用时,实际温度常常都要比焊接所需的温度高很多。这样不仅容易损坏那些不耐高温的元器件,而且在焊接质量要求较高时达不到规定的要求。所以,在焊接质量要求较高的场合,一般采用恒温电烙铁。
(1)恒温电烙铁外形
图4-3中,为常见两种恒温电烙铁的外形图。
(2)恒温电烙铁优点
①断续加热,不仅省电,而且烙铁不会过热,寿命延长。
②温度可调,且升温时间快,只需一分钟左右。
③烙铁头采用渗镀铁镍的工艺,寿命较长。
④烙铁头温度不受电源电压、环境温度的影响。例如270℃的恒温烙铁,当电源电压在180~240V的范围内均能恒温,电烙铁通电很短时间内就能达到270℃。

图4-3 常见两种恒温电烙铁外形
4.吸锡电烙铁
吸锡电烙铁是将活塞式吸锡器与电烙铁融为一体的拆焊工具。其具有使用方便、灵活、适用范围广等特点。吸锡电烙铁的烙铁头为空心,连着吸锡装置,烙铁头前端也就是吸锡嘴。其使用方法是:接通电源预热3~5分钟,然后将活塞推下并卡住,把吸锡烙铁的吸头前端对准欲拆焊的焊点,待焊锡融化后,按下吸锡烙铁手柄上的活塞控制按钮,活塞便自动上升,焊锡即被吸进吸锡管内,元器件引脚便与焊盘(焊片)脱离。另外,使用吸锡器时要及时清除吸入的锡渣,保持吸锡孔畅通。这种吸锡电烙铁的不足之处是每次只能对一个焊点进行拆焊。
5.烙铁使用要求
(1)新烙铁在使用前的处理
一把新烙铁不能拿来就用,必须先对烙铁头进行处理后才能正常使用,就是说在使用前先给烙铁头镀上一层焊锡。具体的方法是:首先用锉把烙铁头按需要锉成一定的形状,然后接上电源,当烙铁头温度升至能熔锡时,将松香涂在烙铁头上,等松香冒烟后再涂上一层焊锡,如此进行二至三次,使烙铁头的刃面及其周围就会产生一层氧化层。这样便产生“吃锡”困难的现象,此时可锉去氧化层,重新镀上焊锡。
(2)烙铁头长度的调整
焊接集成电路与晶体管时,烙铁头的温度就不能太高,且时间不能过长,此时便可将烙铁头插在烙铁芯上的长度进行适当地调整,进而控制烙铁头的温度。
(3)烙铁头有直头和弯头两种
当采用握笔法时,直烙铁头的电烙铁使用起来比较灵活,适合在元器件较多的电路中进行焊接。弯烙铁头的电烙铁用在正握法比较合适,多用于线路板垂直桌面情况下的焊接。
(4)电烙铁的使用
电烙铁不易长时间通电而不使用,因为这样容易使电烙铁芯加速氧化而烧断,同时将使烙铁头因长时间加热而氧化,甚至被烧“死”不再“吃锡”。
(5)电烙铁的保养
电烙铁的烙铁头一般用紫铜制成,在使用过程容易被焊锡腐蚀和氧化,所以要对烙铁头镀锡加强保养。烙铁头出现氧化层(一般是黑色不粘锡),使其表面凹凸不平,这时就需进行镀锡修整。一般将烙铁头拿下来夹到台钳上用粗锉刀修整成自己要求的形状,然后再用细锉刀修平,最后用细砂纸打磨光。修整过的烙铁头应立即镀锡,方法是将烙铁头装好后,在松香水中浸一下,然后接通烙铁的电源,待烙铁热后,在木板上放些松香并放一段焊锡。将烙铁头沾上锡,在松香中来回摩擦,直到整个烙铁头的修整面均匀镀上一层焊锡为止;也可以在烙铁头沾上锡后,在湿布上反复摩擦。
(6)更换烙铁芯
更换烙铁芯时要注意引线不要接错,因为电烙铁有三个接线柱,而其中一个是接地的,另外两个是接烙铁芯两根引线的(这两个接线柱通过电源线,直接与220V交流电源相接)。如果将220V交流电源线错接到接地线的接线柱上,则电烙铁外壳就要带电,被焊件也要带电,这样就会发生触电事故。
(二)常用焊接材料
焊接材料主要包括连接被焊金属的焊料(焊锡)与清除金属表面的氧化物的助焊剂。
1.焊锡
焊锡指的是锡铅合金系列,熔点在180℃左右,比较的低。
2.助焊剂
助焊剂是一种焊接辅助材料,能够净化焊接表面的氧化膜,减小焊料表面的张力,提高焊料流动性,使焊点牢固、美观。
(1)助焊剂的作用
①去除氧化膜。其实质是助焊剂中的氯化物、酸类同焊接面上的氧化物发生还原反应,从而除去氧化膜。反应后的生成物变成悬浮的渣,漂浮在焊料表面。
②防止氧化。液态的焊锡及加热的焊件金属都容易与空气中的氧接触而氧化。助焊剂融化以后,形成漂浮在焊料表面的隔离层,防止了焊接面的氧化。
③减小表面张力。增加熔融焊料的流动性,有助于焊锡润湿和扩散。
④使焊点美观。合适的助焊剂能够整理焊点形状,保持焊点表面的光泽。
(2)常用的助焊剂
常见的助焊剂有松香、松香酒精助焊剂、焊膏、氯化锌助焊剂、氯化铵助焊剂等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











