



9.1.4 数控机床的分类
1.按机床的类别分类
按机床的类别,数控机床可分为数控车床、数控铣床、数控钻床、数控磨床、数控电火花加工机床、数控电火花线切割机床、数控激光切割机床等。
2.按刀具(或工件)的运动轨迹分类
(1)点位控制或位置控制数控机床 点位控制(point control)或位置控制(place control)机床只要求控制刀具从一点移到另一点的准确位置,而对于运动轨迹原则上不加控制。例如,某些数控钻床、数控镗床、数控测量仪等,都属于此类。
图9-4a所示为典型的点位控制运动方式。图中,刀具由点A(2,0,0)运动到点D(0,1,3):第一阶段,x、y、z三个坐标运动方向的电动机同时工作,将工具移至点B(1,1,1),此时y方向控制电动机停止工作;第二阶段,x、z两个坐标运动方向的电动机同时工作,将刀具移至点C(0,1,2),此时x方向控制电动机停止工作;第三阶段,z坐标运动方向的电动机工作,将刀具移至点D(0,1,3)。这种控制机床较为简单,价格较低。

图9-4 控制方式
a)点位控制方式 b)连续控制方式
(2)连续控制数控机床 连续控制(continue control)数控机床又称为轮廓控制数控机床。这类机床能对两个或两个以上坐标方向的位移进行严格、不间断的控制。其数控系统较为复杂,因为它需要进行复杂的插补运算。插补运算的作用是:根据给定的运动代码指令和进给速度,计算刀具相对于工件的运动轨迹,实现轮廓控制。图9-4b所示为连续控制运动方式,其中,工具由点A(2,0,0)作直线运动直接到达点D(0,1,3)。
3.按伺服系统的控制方式分类
(1)开环控制系统数控机床 这种机床的控制方式通常以步进电动机或电液伺服马达为驱动元件。输入的数据经过数控系统的运算分配指令脉冲,每一个脉冲送给环形分配器驱动步进电动机或电液伺服马达,使其转动一个角度带动传动机构,从而使被控制对象移动。该方式对实际传动机构的动作完成与否不进行检查,驱动控制指令发送出去后不再反馈回数控系统。
图9-5所示为机床中常用的开环控制(opening loop control)系统,步进电动机通过齿轮传动,驱动丝杠和工作台。开环控制方式容易掌握,调试方便,维修简单。但开环控制系统的精度完全依赖于步进电动机的步距精度及齿轮、丝杠的传动精度,因此精度控制受到限制。在工作中,如果出现突然过载现象,控制系统由于得不到反馈信息,依旧发出控制进给脉冲,从而造成“失步”误差。故此类机床属于控制精度比较低的经济型数控机床。

图9-5 开环控制系统
(2)闭环控制系统数控机床 闭环控制(closed loop control)系统如图9-6所示,在数控设备的运动部件上装有测量元件,将运动部件的位置、速度信息及时反馈给伺服系统,伺服系统将指令位置、速度信息与实际信息进行比较并及时发出补偿控制命令。如果测量元件装在机械传动链末端部件上,如装在机床工作台上,则该系统为全闭环系统(简称为闭环系统),如图9-6b所示。如果测量元件装在机械传动链中间部件上,如装在滚珠丝杠上,则该系统为半闭环系统,如图9-6a所示。
闭环控制系统由于有位置测量装置和反馈元件的联系,因此,系统的精度取决于测量装置的精度。目前采用的检测装置有感应同步器、磁尺、光栅等,精度一般为0.5~1μm。在半闭环控制系统中由于末端件工作台没有完全包括在控制回路内,因而其控制精度比全闭环的要低。
该类数控机床的优点是精度高、速度快,但调试和维修比较困难。
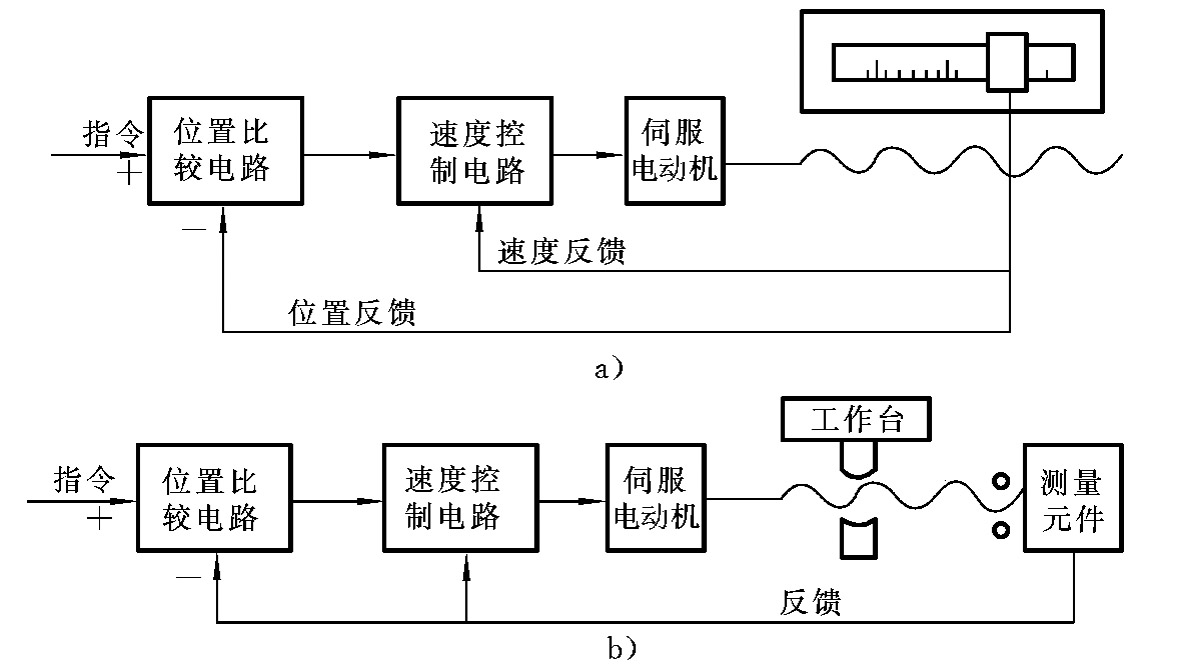
图9-6 闭环控制系统
a)半闭环系统 b)全闭环系统
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











