



9.1 数控机床刀库控制
数控加工机床的自动换刀系统是提高机床加工速度的关键部分之一,数控机床的刀库中按照编号放置刀具,由自动换刀系统完成对刀具的选择。由于刀库选刀的控制要求稳定、可靠性高,所以目前多采用可编程控制器来完成系统的控制。刀库控制的难点在于判断哪个位置是要求的刀位,以及向何方向旋转是最短路径。利用三菱FX2-32MR可编程控制器实现刀库的转位控制,可实现自动换刀的定位动作,达到了高效、高准确度的目的。
1.控制动作要求
(1)正在取刀位上的刀套编号称为当前值,如图9-1所示中的1#刀,希望换上的刀套编号称为设定值。

图9-1 刀库示意图
(2)刀库盘上共有30把刀具供选择。
(3)为提高换刀效率,要求换刀时按最小旋转角,即≤180°转动。
(4)为提高定位精度,当指定刀号距离取刀位差两个号码时减速。
2.控制需求分析与硬件设计
自动刀具选择控制的实现,主要是刀位的判断处理,对外部的输入信号需求很少。输入信号就是刀具到位信号(各个刀具经过取刀位时给出)、启停信号、当前刀具号和目标刀具号。输出就是刀库拖动电动机的正、反向控制信号,还可根据需要设置刀具号符合指示灯的信号输出。
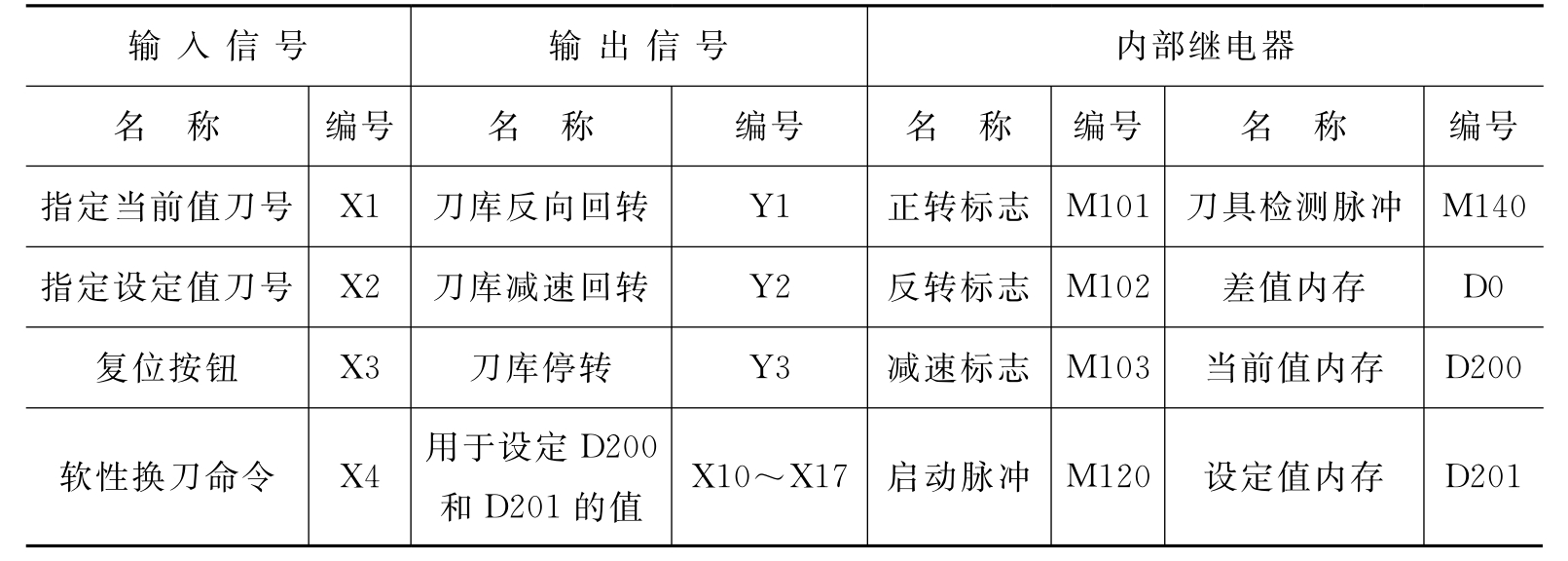
由上述分析,I/O及内部继电器元件分配如表9-1所示。
表9-1 I/O及内部继电器元件分配

续表
3.刀具控制的程序设计
确定系统的硬件设计后,根据刀具选择的控制要求,对各个信号的逻辑关系进行分析,完成程序编写。
经过分析刀库自动换刀的控制,采用可编程控制器的一些数据处理功能就可以方便地实现刀具更换的捷径控制原则。其梯形图如图9-2所示。

图9-2 刀库转位控制梯形图

续图9-2
当前值用X1按钮赋值,模拟D200中的数据(例如,将1预存于D200中,先使X10~X17中的X10置1,再按动X1按钮即可);PLC接受CNC的T指令,经译码后将设定值送至D201中,用X2模拟赋值(方法同上);换刀时,CNC发出换刀命令,用X4模拟,则PLC产生刀库回转控制命令(启动脉冲M120)。复位按钮X3按下,PLC产生复位脉冲M130,将1#刀回转至刀库的取刀位。
在上面给出的数控机床刀具更换控制子程序的代码编写过程中,充分利用了可编程控制器的计数器功能和数据比较指令。通过对当前取刀位刀具编号与目标刀具编号的比较来判断目标刀具所处的位置,从而决定向哪个方向旋转刀库可以更快地使目标刀具到达取刀位。
在实际的机床控制中,经常会遇到类似的路径选择问题,如何合理地选择判断法则是解决这类问题的关键。
4.总结与评价
这里给出的数控车床刀库选刀控制子程序,针对常见的控制情况进行了设计分析,其中所采用的处理方法对于解决位置判断的控制问题具有一定的代表性。
这类程序编写的重点是对需要控制的实现要求应进行具体分析,针对设备的具体运转情况,结合可以采用的检测手段来配合完成对程序的框架构造。对于大部分可编程控制器程序开发人员而言,有了清晰的解决思路,编写程序就不再困难了。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










