



子任务十一 四方件锉配加工
一、任务
任务单图纸图如4.17所示。以此任务为例,进行四方件的锉配加工。
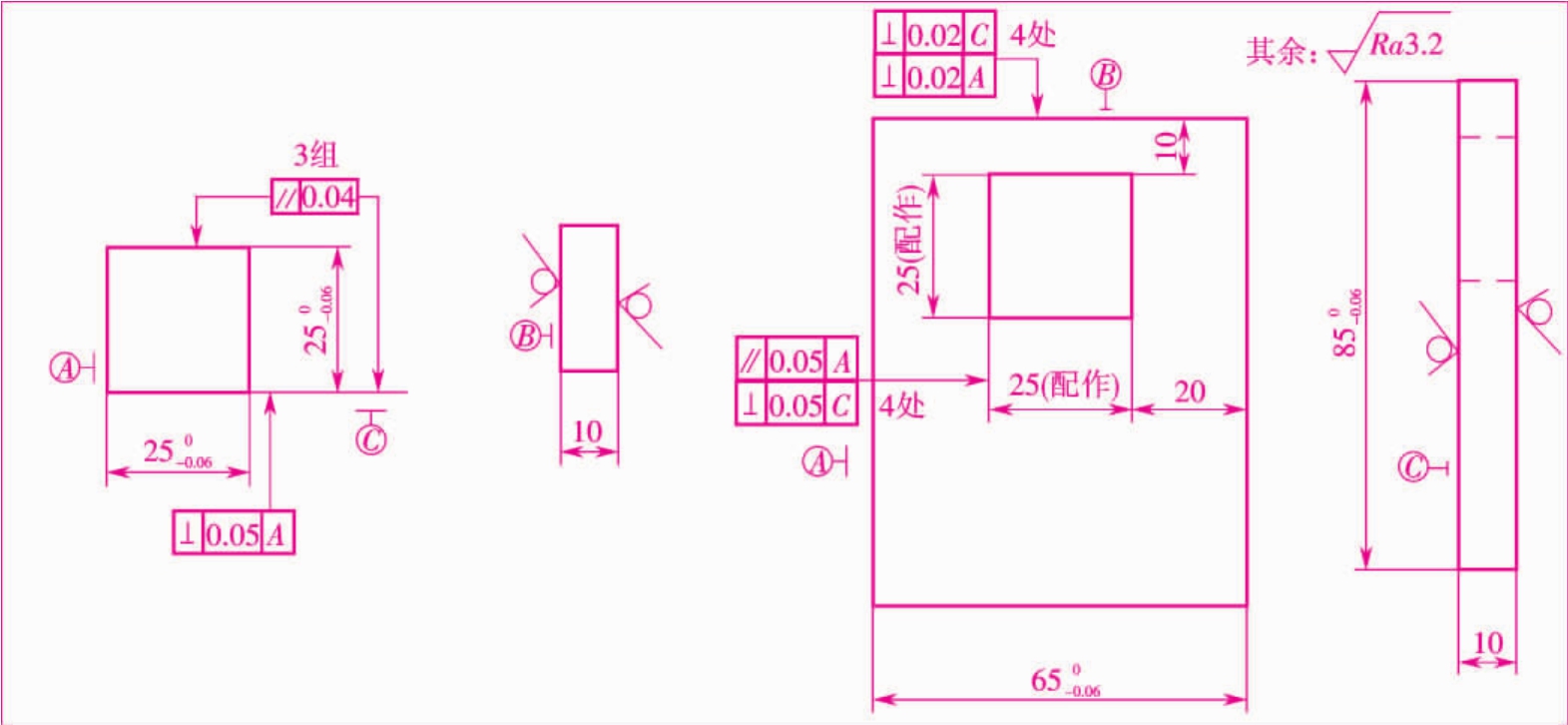
图4.17 四方件锉配加工
二、任务准备
材料:Q235,30mm×30mm×10mm,90mm×70mm×10mm。
设备:钳台、台虎钳、划线平板。
工具:300mm锉刀、250mm锉刀、150mm锉刀、150mm三角锉、锯弓、锯条。
量具:游标卡尺、直角尺、刀口尺、高度尺。
刀具:φ3mm钻头。
三、任务实施
(1)按图样要求,加工两个四方体四个面,加工步骤可参照前面讲述的锉削长方体方法。
(2)配内四方体。
①整外形基准面A、B,使其互相垂直并与大平面C垂直。
②以A、B两面为基准,按图样尺寸划线,并用加工好的四方件校核所划线条的正确性。
③用φ3钻头钻排孔,用扁冲錾子沿四周錾去余料,然后用锉刀粗锉余量,每边留0.1~0.2mm作精锉余量。
④锉第一面(可取靠近平行于A面的面),锉至接触划线线条,达到平面纵横平直,并与A面平行及大平面垂直。
⑤第二面(第一面的对面),达到与第一面平行,尺寸25mm,可用四方件进行试配。应使其较紧地塞入,以留有修整余量。
⑥第三面(靠近平行于外形基准B面的面),锉至接触划线线条,达到平面纵横平直,并与大平面垂直,并保证与B面的平行度,最后用自制角度样板检查修整,达到第一、二面的垂直度和清角的要求。
⑦第四面,达到与第三面平行,用四方件试配,使较紧地塞入。
⑧修整各面,即用四方件任向配锉,用透光法检查接触部位,进行修整。当四方件塞入后,采用透光和涂色相结合的方法检查接触部位,然后逐步修锉达到配合要求。
⑨转位互换的修整,达到转位互换的要求,用手将四方件推出和推进应无阻滞。
⑩锐边去毛刺、倒棱。检查配合精度,最大间隙处用0.04mm塞片塞入检查,其塞入深度不得超过2mm,最大喇叭口用0.04mm塞片检查,其塞入深度不得超过2mm。
四、任务检测与评价

五、任务总结
重点提示
(1)配锉件的划线要准确,线条要细而清晰,两端口必须一次划出。
(2)为得到转位互换的配合精度,基准四方的两个尺寸误差值尽可能控制在最小范围内,其垂直度、平行度误差也尽量控制在最小范围内,并且要求将尺寸控制在上限,使锉配时有可能作微量的修正。
(3)配锉件外形基准面A、B的相互垂直度及与大平面的垂直度,应控制在较小差值内(<0.02mm),以保证在锉配时有较好的测量基准。
(4)锉配时的修锉部位,应在透光与涂色检查后再从整体情况考虑,合理确定(特别要注意四角的接触),避免仅根据局部试配情况就进行修锉,造成配合面局部出现过大间隙。
(5)注意掌握内四方清角的修锉,防止修成圆角或锉坏相邻面。
(6)在试配过程中,不能用榔头敲击,退出时也不能直接用榔头和硬金属敲击,防止将配锉面咬伤或将锉配工件敲伤。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











