



10.3.3 超精密磨削加工
对于铜、铝及其合金等软金属,用金刚石刀具进行超精密车削是十分有效的;而对于黑色金属、硬脆材料等,用精密和超精密磨削加工在当前是最主要的精密加工手段。磨削加工可分为砂轮磨削、砂带磨削,以及研磨、珩磨和抛光等加工方法,这里仅介绍超精密砂轮磨削加工。
超精密磨削是指加工精度达到或高于0.1μm、表面粗糙度低于Ra0.025μm的一种亚微米级加工方法,并正向纳米级发展。超精密磨削的关键在于砂轮的选择、砂轮的修整、磨削用量和高精度的磨削机床。
1.超精密磨削砂轮
在超精密磨削中所使用的砂轮,其材料多为金刚石、立方氮化硼磨料,因其硬度极高,故一般称为超硬磨料砂轮。金刚石砂轮有较强的磨削能力和较高的磨削效率,在加工非金属硬脆材料、硬质合金、有色金属及其合金时有较大的优势。由于金刚石易于与铁族元素产生化学反应和亲和作用,故对于硬而韧的、高温硬度高、热导率低的钢铁材料,则用立方氮化硼砂轮磨削较好。立方氮化硼比金刚石有较好的热稳定性和较强的化学惰性,其热稳定性可达1250~1350℃,而金刚石磨料只有700~800℃,虽然当前立方氮化硼磨料的应用不如金刚石磨料广,且价格也比较贵,但它是一种很有发展前途的磨具磨料。
超硬磨料砂轮通常采用如下几种结合剂形式:
(1)树脂结合剂。树脂结合剂砂轮能够保持良好的锋利性,可加工出较好的工件表面,但耐磨性差,磨粒的保持力小。
(2)金属结合剂。该结合剂砂轮有很好的耐磨性,磨粒保持力大,形状保持性好,磨削性能好,但自锐性差,砂轮修整困难。常用的结合剂材料有青铜、电镀金属和铸铁纤维等。
(3)陶瓷结合剂。它是以硅酸钠作为主要成分的玻璃质结合剂,具有化学稳定性高、耐热、耐酸碱功能,脆性较大。
用金刚石砂轮磨削石材、玻璃、陶瓷等材料时,选择金属结合剂,砂轮的锋利性和寿命都好;对于硬质合金和金属陶瓷等难磨材料,选用树脂结合剂,具有较好的自锐性。CBN砂轮一般用树脂结合剂和陶瓷结合剂。
2.超精密磨削砂轮的修整
砂轮的修整直接影响被磨工件的加工质量、生产效率和生产成本。砂轮修整通常包括修形和修锐两个过程。所谓修形,是砂轮达到一定精度要求的几何形状;修锐是去除磨粒间的结合剂,使磨粒突出结合剂一定高度,形成足够的切削刃和容屑空间。普通砂轮的修形与修锐一般是同步进行的,而超硬磨料砂轮的修形和修锐一般是分为先后两步进行的。修形要求砂轮有精确的几何形状,修锐要求砂轮有好的磨削性能。超硬磨料砂轮,如金刚石和立方氮化硼,都比较坚硬,很难用别的磨料磨削以形成新的切削刃,常通过去除磨粒间的结合剂方法,使磨粒突出结合剂一定高度,形成新的磨粒。
超硬磨料砂轮修整的方法很多,可归纳为以下几类:
(1)车削法。用单点、聚晶金刚石笔、修整片等车削金刚石砂轮以达到修整目的。这种方法的修整精度和效率都比较高,但修整后的砂轮表面平滑,切削能力低,修整成本也高。
(2)磨削法。用普通磨料砂轮或砂块与超硬磨料砂轮进行对磨修整。普通砂轮磨料如碳化硅、刚玉等磨粒被破碎,对超硬磨料砂轮结合剂起到切削作用,失去结合剂后磨粒就会脱落,从而达到修整的目的。这种方法的效率和质量都较好,是目前较常用的修整方法,但普通砂轮的磨损消耗量较大。
(3)喷射法。将碳化硅、刚玉磨粒从高速喷嘴喷射到转动的砂轮表面,从而去除部分结合剂,使超硬磨粒突出,这种方法主要用于修锐。
(4)电解在线修锐法(ELID,Electrolytic in-process dressing)。ELID是由日本大森整等人在1987年推出的超硬磨料砂轮修锐新方法。该法是用于铸铁纤维为结合剂的金刚石砂轮,应用电解加工原理完成砂轮的修锐过程。如图10-11所示,将超硬磨料砂轮接电源正极,石墨电极接电源负极,在砂轮与电极之间通以电解液,通过电解腐蚀作用去除超硬磨料砂轮的结合剂,从而达到修锐效果。在这种电解修锐过程中,被腐蚀的砂轮铸铁结合剂表面逐渐形成钝化膜,这种不导电的钝化膜将阻止电解的进一步进行,只有当突出的磨粒磨损后,钝化膜被破坏,电解修锐作用才会继续进行,这样可使金刚石砂轮能够保持长时间的切削能力。
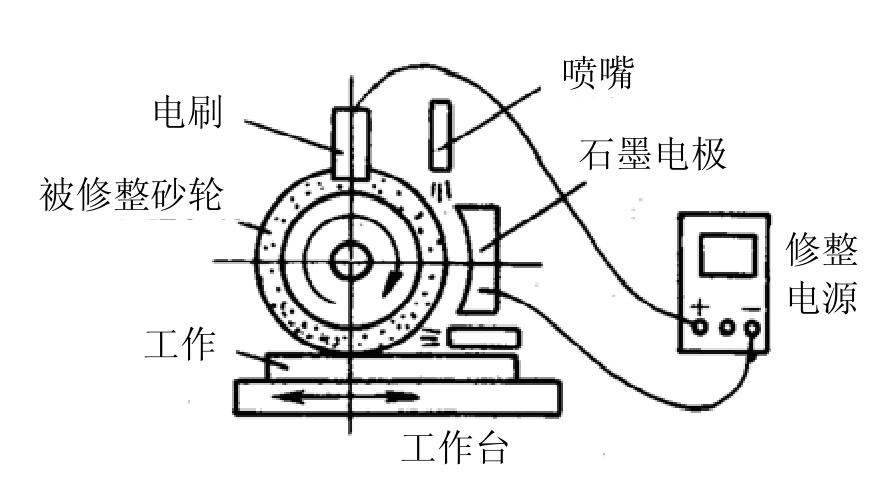
图10-11 在线电解修锐法原理图
此外,尚有电火花修整法、超声波修整法、激光修整法等,有待进一步研究开发。
3.磨削速度和磨削液
金刚石砂轮磨削速度一般不能很高,根据磨削方式、砂轮结合剂和冷却情况的不同,其磨削速度为12~30m/s。磨削速度太低,单颗磨粒的切屑厚度过大,不但使工件表面粗糙度值增加,而且也使金刚石砂轮磨损增加;磨削速度提高,可使工件表面粗糙度值降低,但磨削温度将随之升高,而金刚石的热稳定性只有700~800℃,因此金刚石砂轮的磨损也会增加。所以,应根据具体情况选择合适的磨削速度,一般陶瓷结合剂、树脂结合剂的金刚石砂轮其磨削速度可选高些,金属结合剂的金刚石砂轮磨削速度可选低些。
立方氮化硼砂轮的磨削速度可比金刚石砂轮高得多,可达到80~100m/s,这主要是因为立方氮化硼磨料的热稳定性好。
超硬磨料砂轮磨削时,磨削液的使用与否对砂轮的寿命影响很大,如树脂结合剂超硬磨料砂轮湿磨可比干磨提高砂轮寿命40%左右。磨削液除了具有润滑、冷却、清洗功能之外,还有渗透性、防锈、提高切削性功能。磨削液被分为油性液和水溶性液两大类,油性液的主要成分是矿物油,其润滑性能好;水溶性液主要成分是水,其冷却性能好,主要有乳化液、无机盐水溶液、化学合成液等。磨削液的使用应视具体情况合理选择。金刚石砂轮磨削硬质合金时,普遍采用煤油,而不宜采用乳化液;树脂结合剂砂轮不宜使用苏打水。立方氮化硼砂轮磨削时宜采用油性的磨削液,一般不用水溶性液,因为在高温状态下,CBN砂轮与水会起化学反应,称为水解作用,会加剧砂轮磨损。若不得不使用水溶性磨削液时,可加极压添加剂,以减弱水解作用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










