



4.3.1 刀具磨损的形式
刀具正常磨损形式一般分以下三种(如图4-21(a)所示):
(1)前刀面磨损。前刀面磨损部位主要发生在前刀面上。加工塑性金属材料且切削速度和切削厚度较大时,刀具前的刀面与切屑在高温、高压、高速下产生剧烈摩擦,在前刀面上离刀刃一小段距离处形成一个月牙洼,中心处切削温度最高,如图4-21(b)所示。当月牙洼随着磨损的继续而逐渐加深加宽时,磨损也逐渐加剧,刃口强度也逐渐下降。磨损程度用月牙洼的最大深度KT和宽度KB表示。
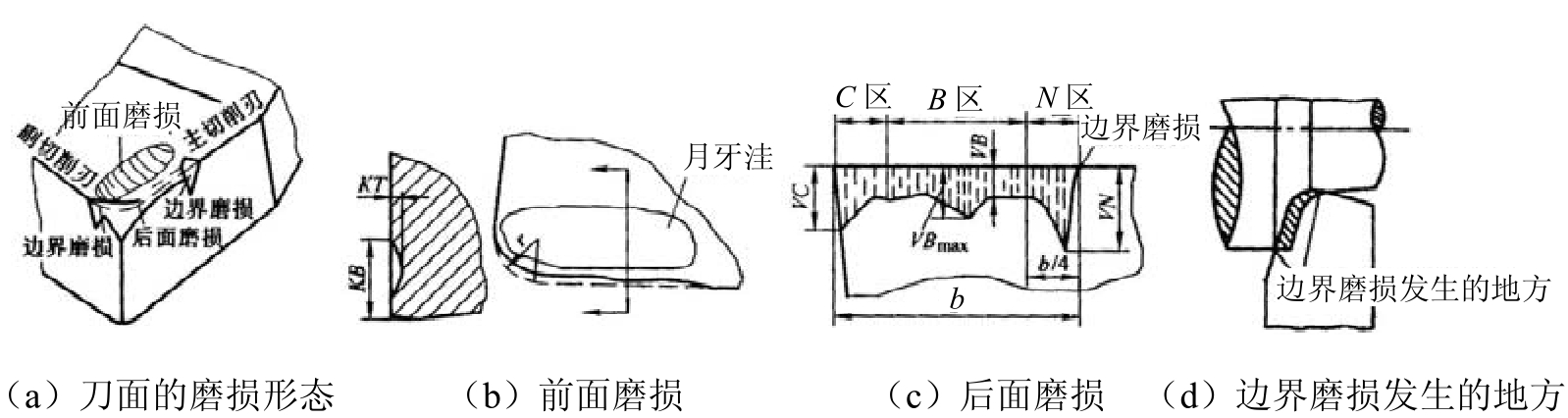
图4-21 刀面的正常磨损形式
(2)后刀面磨损。后刀面磨损部位主要发生在后刀面上。在切削脆性金属或以较低的切削速度和较小的背吃刀量(ap<0.1mm)切削塑性金属时,因切削刃钝圆半径的作用,后刀面与工件表面为小面积接触,接触压力很大,存在着弹性与塑性变形,发生后刀面磨损,使刀具后刀面出现与加工表面大致平行的磨损带。在切削刃的工作长度上,刀具后刀面磨损量是不均匀的。如图4-21(c)所示,刀尖处(C区)因强度低、散热条件差,磨损较严重,后刀面磨损量用最大值VC表示;在主切削刃靠近工件待加工表面处(N区),则因待加工表面的硬皮或上道工序的加工硬化、相对较高的切削速度等因素,磨损也较严重,后刀面磨损量用最大深度VN表示;而在参加切削的刃口中部区域(B区),磨损则较均匀,后刀面磨损量用平均磨损带宽度VB表示,而最大磨损量用VBmax表示。
(3)边界磨损。用中等切削用量切削塑性材料以及切削铸钢或锻件等外皮粗糙的工件时,常在主切削刃靠近工件外皮处以及副切削刃与工件已加工表面接触处磨出较深的沟纹,造成刀具的前、后刀面同时出现磨损现象,称为边界磨损,如图4-21(d)所示。它是一种常见的磨损形态,多数情况下会伴随发生崩刃的现象。
通常,不论是加工塑性材料还是脆性材料,刀具的后刀面都会发生磨损,故常用刀具磨损带的平均磨损宽度VB来衡量刀具的磨损程度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。












