



第八节 刀具合理几何参数的选择
当刀具材料和切削条件确定后,其切削部分的几何参数对切削变形、切削力、切削温度及刀具磨损等都有显著的影响。合理选择刀具几何参数,对充分发挥刀具的切削性能、提高刀具寿命、提高生产效率、保证加工质量都有非常大的作用。
刀具的几何参数包括刀具的切削角度、刀面形式及切削刃形状等。刀具几何参数是一个有机整体,各参数之间相互联系又相互制约。一般来说,刀具合理的参数是指在保证加工质量的前提下,能够获得最高刀具耐用度,从而能够达到提高切削效率或降低生产成本的几何参数。
一、前角及前刀面形状的选择
(一)前角的作用及选择
前角是刀具上重要的几何参数之一,前角的大小决定着切削刃的锋利和强固程度,它对切削过程有一系列的重要影响。
前角增大,变形减小,切削厚度压缩比减小,刀具与切屑间的摩擦力和正应力也相应下降,因此切削力和功率减小,切削时产生的切削热也减少,使刀具的耐用度提高。同时,增大前角会使楔角减小,这样会使刀刃的强度降低,容易造成崩刃,也会使刀头散热体积减小,导致切削温度升高,因此刀具的前角太大也会降低刀具的耐用度。前角的变化对塑性材料影响比较大,对脆性材料影响较小。
在选择刀具前角时首先应保证刀刃锋利,同时也要兼顾刀刃的强度与耐用度。刀具前角的合理选择,主要由刀具材料和工件材料的种类与性质决定。
由图4-42可知,对于各种材料的刀具,前角太大或太小,刀具的耐用度都会降低。在具体的加工条件下,把刀具耐用度为最大的前角称为合理前角。
1.刀具材料
强度和韧性大的刀具材料可以选择大的前角,而脆性大的刀具甚至取负的前角。例如高速钢强度高,韧性好;硬质合金的脆性大,怕冲击;因此高速钢刀具的前角要比硬质合金要选大些。下面是不同刀具材料韧性的变化和刀具前角的变化关系。

图4-42 不同刀具材料的合理前角
![]()
2.工件材料
①加工钢件等塑性材料时,切屑沿前刀面流出时和前刀面接触长度长,压力与摩擦较大,为减小变形和摩擦,一般采用选择大的前角。
②加工脆性材料时,切屑为碎状,切屑与前刀面接触短,切削力主要集中在切削刃附近,受冲击时易产生崩刃,因此刀具前角相对塑性材料取得小些或取负值,以提高刀刃的强度。
总之,前角选择的原则是在满足刀具耐用度的前提下,尽量选取较大前角。
(二)前刀面形式
前刀面常见的有以下几种形式,如图4-43所示。
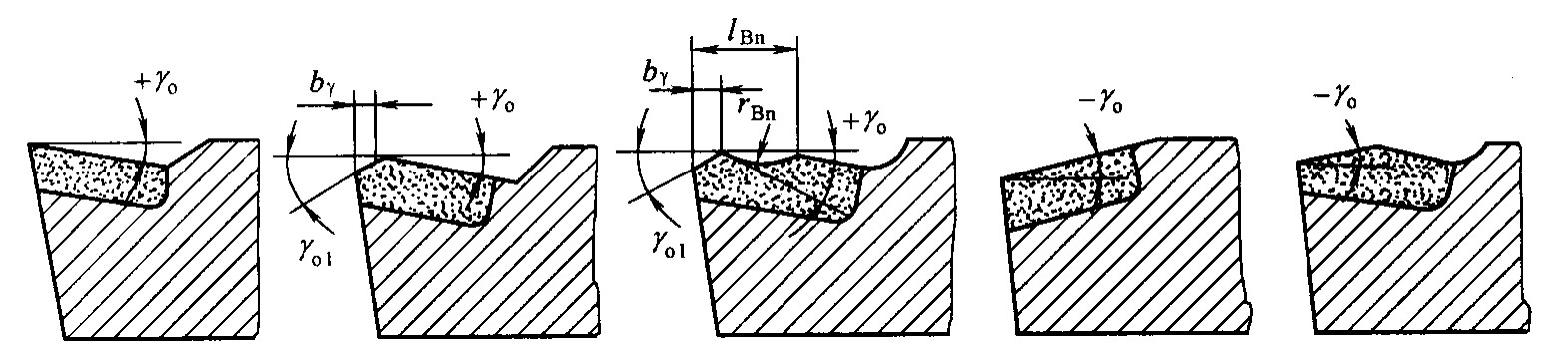
(a)正前角平面型 (b)正前角平面型带倒棱 (c)正前角曲面带倒棱
(d)负前角单面型 (e)负前角双面型
图4-43 前刀面常见的形式
1.正前角平面型[图4-43(a)]该形式结构简单,刃口锋利,但强度低,传热能力差,多用于精加工、成形刀具和加工脆性材料的刀具。
2.正前角平面带倒棱型[图4-43(b)]该形式是沿切削刃磨出很窄的棱边,称为负倒棱。它可提高切削刃的强度和增大传热的能力。对脆性较大的硬质合金刀具材料来说,这时可以采用较大的前角,改善刀具的切削性能。一般用于粗加工铸铁或断续切削。
3.正前角曲面带倒棱型 该形式是在正前角带倒棱的基础上,在前面磨出一个曲面(卷屑槽),它可以起到增大前角和卷屑的作用。常用于粗加工或精加工塑性材料的刀具上。
4.负前角单面型 该形式是当磨损主要发生在后刀面时,刀面可以承受较大的压应力,具有较好的刀刃强度。主要用于切削高硬度、强度及淬火钢材料。
5.负前角双面型 该形式是当磨损发生在前、后刀面时,可使刀片重磨次数增多。此时,负前角的棱面应有足够的宽度,以保证切屑沿该棱面流出。
二、后角的选择
后角的主要作用是减少切削过程中刀具后刀面与加工表面之间的摩擦,以减小刀具磨损,同时当前角固定时,后角的增大与减小能增大和减小刀刃的锋利程度,改变刀刃的散热,从而影响刀具的耐用度。
后角选择的主要由切削厚度和工件材料等因素决定。
1.切削厚度
当切削厚度hD(或进给量f)较小时,切削刃要求锋利,因而后角αo应取大些。如高速钢立铣刀,每齿进给量很小,后角取到16°。车刀后角的变化范围比前角小;粗车时,切削厚度hD较大,为保证切削刃强度,取较小后角,αo=4°~8°;精车时,为保证加工表面质量,αo=8°~12°。车刀合理后角在f≤0.25mm/r时,可选αo=10°~12°;在f>0.25mm/r时,αo=5°~8°。
2.工件材料
工件材料强度或硬度较高时,为加强切削刃,一般采用较小后角。
对于塑性较大材料,已加工表面易产生加工硬化时,后刀面摩擦对刀具磨损和加工表面质量影响较大时,一般取较大后角。如加工高温合金时,αo=10°~15°。
选择后角的原则:在不产生摩擦的条件下,应适当减小后角。
三、主、副偏角的选择
(一)主偏角
主偏角对刀具耐用度影响很大,当主偏角减小时可以提高刀具的耐用度。这是因为
1.在背吃刀量ap与进给量f不变时,主偏角κr减小将使切削厚度hD减小,切削宽度bD增加,参加切削的切削刃长度也相应增加,切削刃单位长度上的受力减小,散热条件也得到改善。
2.主偏角κr减小时,刀尖角增大,刀尖强度提高,刀尖散热体积增大。
同时,主偏角影响各切削分力的比值和加工表面粗糙度。
主偏角的选择原则是:粗加工时,主偏角应选择大一些,以减振、防崩刃;精加工时,主偏角应选择小一些,以减少表面粗糙度数值;工件材料强度、硬度高时,主偏角应选小些,以改善散热条件,提高刀具的耐用度;工艺系统刚性好时,应取较小的主偏角,反之,主偏角应取大值。
(二)副偏角
车刀副切削刃的主要作用是最终形成已加工表面。副偏角的大小对刀具耐用度和已加工表面粗糙度都有影响。
副偏角的减小,将降低残留面积的高度,降低理论表面粗糙度数值,副偏角减小刀尖强度增大,散热面积增大,提高刀具耐用度。副偏角太小会增加刀具副后刀面与工件的摩擦,使刀具耐用度降低,另外引起加工中振动。
副偏角的选择原则是:在不影响摩擦和振动的条件下,应选取较小的副偏角。
四、刃倾角的选择
(一)刃倾角的作用
1.控制切屑的流出方向如图4-44所示。

图4-44 切屑的流出方向
当λs为负值时,切屑将流向已加工表面,容易损害已加工表面。但切屑流向机床尾座,不会对操作者产生大的影响,粗车时采用负值的λs。当λs为正值,切屑将流向机床床头箱,影响操作者工作,并容易缠绕机床的转动部件,影响机床的正常运行,但不损害已加工表面,精车时采用正值的λs;当λs=0°时,切屑垂直于切削刃流出,断续切削时,切削刃与工件同时切离,会引起振动。
2.影响刀尖的强度和抗冲击性能
当λs取负值时,刀尖在切削刃最低点,切削刃切入工件时,切入点在切削刃或前刀面,保护刀尖免受冲击,增强刀尖强度。一般大前角刀具通常选用负的刃倾角,既可以增强刀尖强度,又避免刀尖切入时产生的冲击。
同时还影响切削刃的强度及工件的变形和工艺系统的振动。
刃倾角的选择原则:主要根据刀具强度,切屑流动方向和加工条件而定。
以上各种刀具参数的选择原则只是单独针对该参数而言,必须注意的是,刀具各个几何角度之间是互相联系互相影响的。在生产过程中,应根据加工条件和加工要求,综合考虑各种因素,合理选择刀具几何参数。在加工硬度较高的工件材料时,为增加切削刃强度,一般取较小后角;加工淬硬钢等特硬材料时,常常采用负前角,但楔角较大,如适当增加后角,则既有利于切削刃切入工件,又提高刀具耐用度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










