



6.3 线切割编程实例
例1:编制加工如图6-5所示的工件的基本程序,钼丝当前的位置为坐标原点。
图6-5 线切割编程实例1

例2:在数控线切割机床上加工图6-6所示凹模型孔。加工中采用直径为0.2mm的钼丝作电极丝,单边放电间隙为0.01mm。建立如图所示的编程坐标系,按平均尺寸计算凹模刃口轮廓交点及圆心坐标。试编制加工程序。
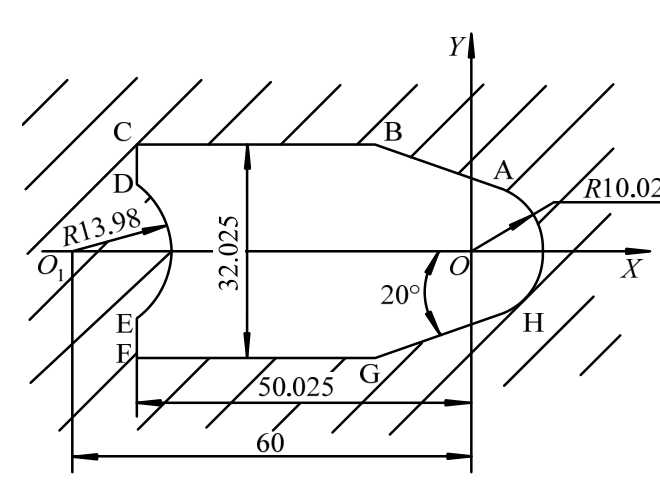
图6-6 线切割编程实例2


例3:加工如图6-7所示的工件,工件的厚度为20MM,锥度为5º,试编制加工程序。

图6-7 线切割编程实例3

例4:编制如图6-8所示多型孔零件线切割加工程序。钼丝直径为0.18mm,单边放电间隙为0.01mm,穿丝孔位于型孔的几何中心,图中尺寸为平均尺寸。试编制加工程序。偏移量D=(0.18/2+0.01)=0.1mm
线切割程序如下:

图6-8 多型孔零件线切割
An2 (主程序程序名)
G90 (绝对坐标)
G54 (坐标系1)
G92 X0 Y0
G00 X20000 Y20000
M00 (程序暂停,在穿丝孔中穿钼丝)
M96 B:yuan.(调用B盘文件,yuan为加工φ15孔子程序文件名)
M00 (拆钼丝)
G54
G00 X60000 Y30000
M00 (装钼丝)
M96 B:key.(调用B盘文件,key为加工键槽子程序文件名)
M00 (拆钼丝)
G54
G00 X60000 Y-30000
M00 (装钼丝)
M96B:key.
M00 (拆钼丝)
G54
G00 X20000 Y-20000
M00 (装钼丝)
M96 B:fang.
M97
M02(主程序结束)

图6-9 子程序坐标系
Yuan(子程序程序名:如图6-9(a)所示圆孔)

KEY1 (子程序程序名:如图6-9(b)所示键槽孔)

Fang(子程序程序名:如图6-9(c)所示方孔)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









