



第四节 应用CAD/CAM软件进行编程
目前国内外有许多钣金CAD/CAM软件包,根据数控冲床的特点,大部分软件都包括以下操作。
1.冲压模具的定义
用户在生成“NC”代码以前,需要创建一个冲压模具定义文件。该文件可以用各种文字编辑工具来创建和编辑。文件中,每一行(一个记录)定义一种冲压模具,每个记录包含以下四部分:模具号、模具类型、模具尺寸和工位号。模具号为一个三位数,首位为1~3;模具类型为一个字符,一般有“R”、“F”、“1”、“C”、“B”、“H”、“R”七种冲压模具类型和“J”一种夹爪类型;用户可以根据自己的习惯定义模具。定义时注意按格式中规定的标点符号进行分隔。例如:PUNCH SMART机外编程软件模具定义如下:
① 132:R,20,1.25 /* 模具号为132;模具类型“R”表示圆冲模;直径为20mm;工位号为1.25"。冲压形成的孔如图6-19(a)所示
② 256:F,20,20,0,1.25 /* 模具号为256;模具类型“F”表示方冲模;X方向的长度为20mm,Y方向的长度为20mm,方位角为0°;工位号为1.25"。冲压形成的孔如图6-19(b)所示。方位角指模具逆时针旋转的角度,下同
③ 220:1,30,10,0,1.25 /* 模具号为220;模具类型“1”表示长方形冲模;X方向的长度为30mm,Y方向的长度为10mm,方位角为0°;工位号为1.25"。冲压形成的孔如图6-19(c)所示
④ 369:C,35,10,0,1.25 /* 模具号为369;模具类型“C”表示腰圆冲模;X方向的长度为35mm,Y方向的长度为20mm,方位角为0°;工位号为1.25"。冲压形成的孔如图6-19(e)所示
⑤ 237:B,100,15,90,1.25 /* 模具号为237;模具类型“B”表示百叶窗冲模;X方向的长度为100mm,Y方向的长度为15mm,方位角为90°:工位号为1.25"。冲压形成的孔如图6-19(d)所示。由于方位角为90°,模具逆时针旋转了90°
⑥ 306:H,11,0,0.5 /* 模具号为306;模具类型“H”表示正六边形冲模;边长为11mm,方位角为0°:工位号为0.5"。冲压形成的孔如图6-19(f)所示
⑦ 246:R,15,30,2 /* 模具号为246;模具类型“R”表示圆窝冲模;内直径为15mm,外直径为30mm;工位号为2"。冲压形成的孔如图6-19(g)所示
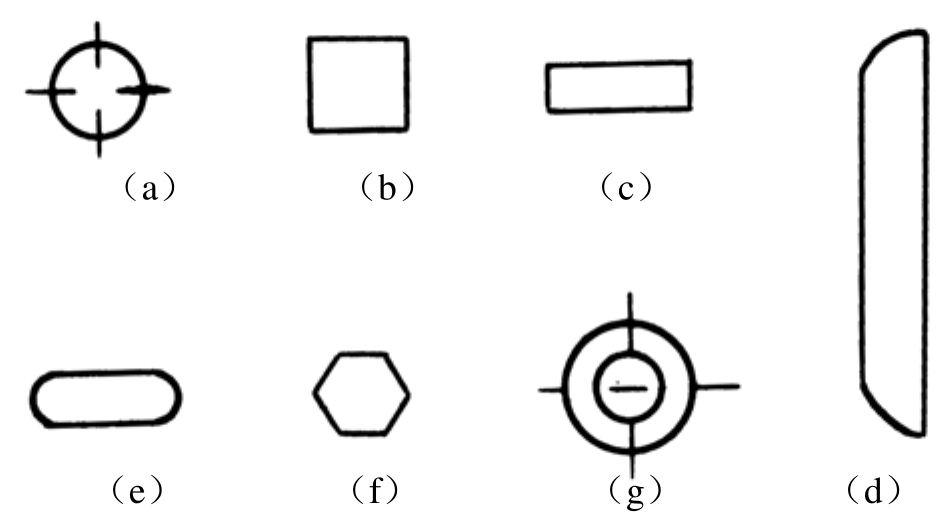
图6-19 冲压模具
⑧ 803:J,100,10,10,0 /* 夹爪尺寸,一般一台数控冲床只有一个规格的夹爪。X方向为10mm,关于夹爪中心对称分布,夹爪在板料内的夹持宽度为10mm,在板料外为10mm;夹爪X方向与板料夹持边的夹角为0°
2.选择冲压模具
无论按怎样的顺序定义冲压模具,软件首先自动对模具按类型排序,其类型顺序为:圆、腰圆、正方、正六边形、矩形、圆窝、百叶窗和夹爪。同类型冲模按冲压面积大小从小到大排序,如图6-20所示。
模具参数中,圆孔的尺寸为直径。宽指X方向尺寸,高指Y方向尺寸。有的模具还有第三个参数,指的是逆时针旋转的角度。
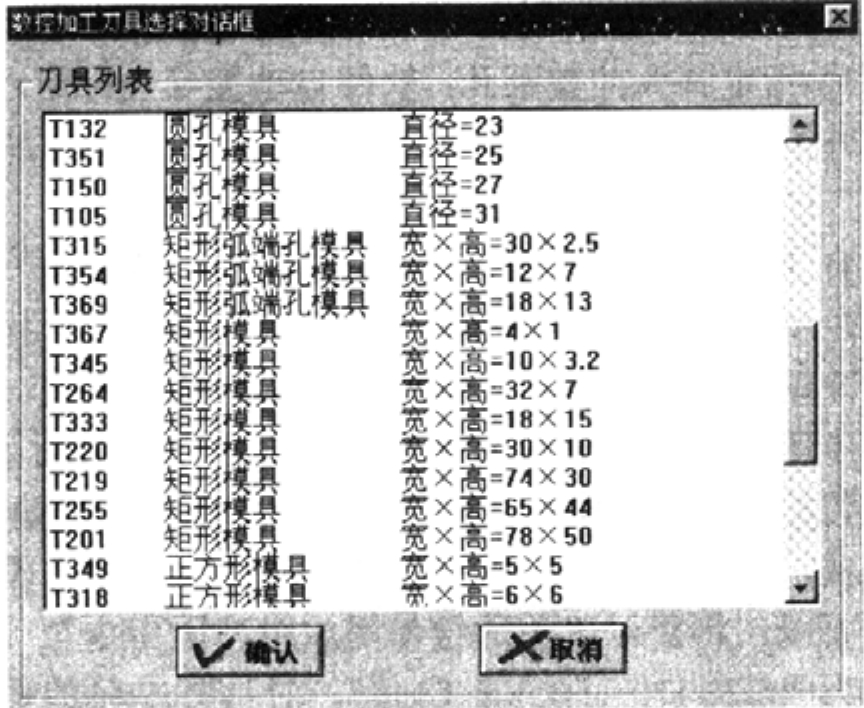
图6-20 模具参数表
3.选择冲压方法
执行“选择冲压方法”以下的各选项以前,最好先选择好步冲所需要的冲压模具。若由系统自动规定冲压模具,可能会增加所用到的冲压模具数。软件选择冲压的方法很多,常见的有:
1)指定图形中的封闭区域:软件自动搜寻光标附近的封闭轮廓。自动搜寻的封闭轮廓的线条必须是实线,其他虚线、点划线、双点划线等线型将被忽略。找到封闭轮廓后,系统将进行逻辑判断,确定冲压模具及指令类型。
判断轮廓类型:是否可以归入圆、腰圆、矩形、方形、百叶窗形、正六边形及圆窝等基本图形,或只能作为一般轮廓处理。
选择冲压模具:系统将按以下原则选择冲模:①对可以归入基本图形的轮廓,首先到冲模库中搜寻是否有与轮廓完全一致、可以用一个冲压动作冲出该轮廓的模具。若有这种模具,将忽略在“选择冲压模具下”设定的冲模,直接使用搜寻到的冲模。②对矩形轮廓,当长边大于或等于短边的1.5倍时,将自动搜寻是否有与矩形短边一致的方形冲压模具:对长圆槽或圆弧槽搜寻是否有槽宽一致的圆形冲压模具,若有则直接使用该冲模。经过以上两步仍未确定冲模时,则考虑用方形冲模或圆形冲模步冲直线或圆弧。③先考虑在“选择冲压模具下”设定的冲模,对设定的方形模具分析待冲压的直线是否大于或等于冲模边长的1.5倍,圆形冲模冲压曲线内侧时分析待冲压的圆弧直径是否大于冲模直径。若是则使用设定的冲模。④若设定的冲模不合适,系统将到冲模库中从小到大搜寻方形或圆形冲模,使用满足待冲压的直线大于或等于冲模边长的1.5倍,圆形冲模冲压曲线内侧时待冲压的圆弧直径大于冲模直径的冲模中最大的冲压模具。例如,待冲压直线的长度为13mm,冲模库中有边长(mm)分别为5、6、8、9、10的方形冲模,系统将选用边长为8mm的冲模。
若经过以上四步仍未能确定冲压模具,说明待冲压的直线太短或圆弧半径太小,系统将提示“没有足够小的冲压模具”,应检查图形元素中是否有太小的封闭轮廓,或小冲压模具未添加到冲压模具的定义中。
选择冲压指令:冲压指令基本上在选择冲压模具时确定。
2)指定图素冲压直边或圆弧边:对冲压圆弧内侧,圆弧直径大于或等于冲模直径,将采用指定冲模,否则将从小到大搜寻方形冲模或圆形冲模。用指定的冲模冲压直线时,可以用矩形冲模。对于有C轴,即冲模可转动的冲床,系统将自动使冲模的长边与直线的长度方向一致,并在指令中加上转动冲模的C参数,无C轴的冲床在编程时,应当保证选取的冲模方位与直线方位一致,使指令中不出现C参数。
3)指定圆弧冲整圆孔:软件自动搜寻光标附近的圆弧或圆。无论光标位置是在圆弧的内侧或外侧,都在圆弧内侧冲压一个整圆孔。选择冲模及确定指令的过程与“指定图素中封闭区域”的过程一致。
4)指定矩形区域成组冲压:成组冲压是指按一定规律排列的形状及特征参数值都相同的封闭轮廓。矩形中的封闭轮廓必须具有同样的形状参数。冲模库中必须有与封闭轮廓形状一致的冲模,不采用步冲。若没有形状一致的冲模,系统将弹出消息框,提示“没有合适的模具冲压所选区域内的封闭轮廓”;若矩形中没有封闭轮廓,或封闭轮廓已经在以前的操作中编制过数控指令,将提示“所规定的矩形中没有未编程的有效图素”。若矩形中封闭轮廓的形状不一致,或封闭轮廓的排列不满足直线上等距、圆弧上角度等距、网格等适合用成组冲压指令的要求,将提示“不适合使用成组冲压指令”。如图6-21所示图形的FANUC-P格式的数控指令为“G26 I70.J60.K6 T333”。对具有C轴的数控冲床,可以对一组绕同一圆心以等角转动的封闭轮廓编制数控指令。选择“指定矩形区域成组冲压”可以不指定冲模,系统自动搜寻与区域内的封闭轮廓一致的冲压模具。
5)冲压与当前冲模一致的孔槽:选择冲压前必须指定冲模。系统将自动搜寻与当前冲模一致的所有封闭轮廓,一次编制多条单冲指令。
6)冲压所有封闭区域:系统自动搜寻各种形状、参数值的所有封闭轮廓,一次编制多条指令。确定模具的步骤与“指定图素中封闭区域”的一致。
7)用当前通用模具冲孔。
8)指定圆心和半径冲整圆孔。
9)用方形冲模冲长槽:长槽的宽度由冲模的边长确定,光标的方向确定长槽的方位。
10)用方形冲模冲扇形槽:只适合具备C轴,且冲压过程中冲模方位可绕圆心转动的数控冲床才可冲压,如图6-22所示。
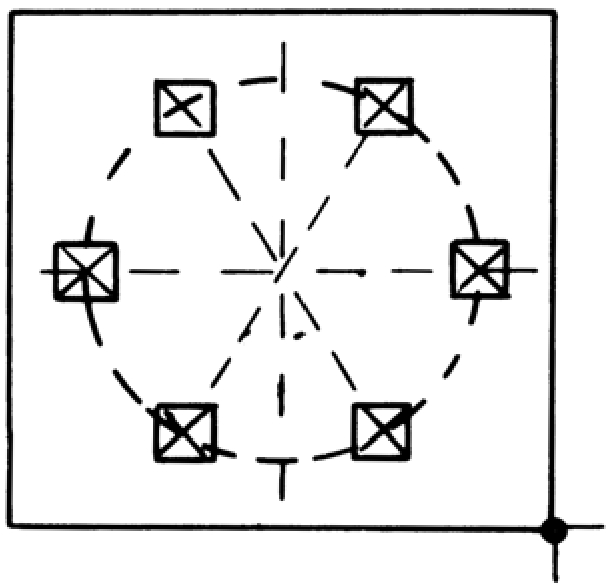
图6-21 矩形区域成组冲压
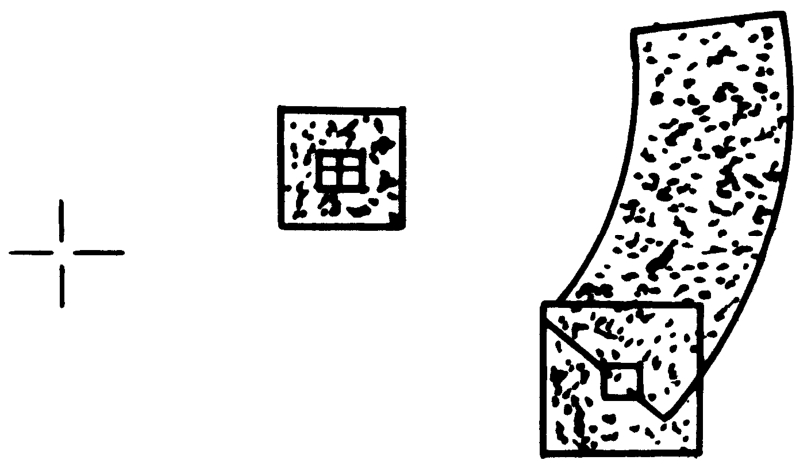
图6-22 用方形冲模冲扇形槽
11)用圆冲模冲弧端长槽及圆弧槽。
12)用方刀具冲大方孔。
13)用当前冲模冲等距孔:确定第一个孔的位置。输入孔的间距和个数,见图6-23。第一条指令单冲第一个孔。第二条指令以成组指令冲压直线上的一组等距孔。输入的孔的个数不包括第一个孔。直线上等距孔的方位由光标的角度确定。
图6-23 冲等距孔
4.加工代码的格式
对GE-FANUC系统,初始化时确定如下4行数控程序指令:
%
G92 X1830.0 Y1270.0
…
G50
/800.×600.×2/200×200
第一行“%”表示一个数控程序文件的开始,不能省略。
第二行“G92 X1830.0 Y1270.0”指定冲压范围,若所使用的冲床冲压范围是X1270.0,可在购买软件时说明,或用文件编辑软件将第二行改为“G92 X1270.0 Y1270.0”。编制的数控程序将在第二行和第四行之间插入,初始化时的第四、五两行将永远处于数控程序文件的末尾。第四行的“G50”表示数控程序文件终止。第五行“/800.×600.×2/200×200”表示板材的尺寸和夹爪的位置,不能省略,需要根据这些参数绘制边界及夹爪。其中第二个“/”前面的参数表示“长×宽×高”,第二个“/”后面的参数分别表示第一个夹爪的位置、第二个夹爪与第一个夹爪之间的距离。初始化的“/800.×600.×2/200×200”表示板材长800mm、宽600mm、厚200mm,第一个夹爪位于200mm处、第二个夹爪位于200mm+200mm=400mm处。用户可以利用“设置板材夹爪”选项,重新设置板材尺寸和夹爪位置。
5.优化数控指令
图6-24(a)和图6-24(b)分别表示一段随意编制的FANUC-P系统数控程序在执行“优化数控指令”操作前后的执行顺序。
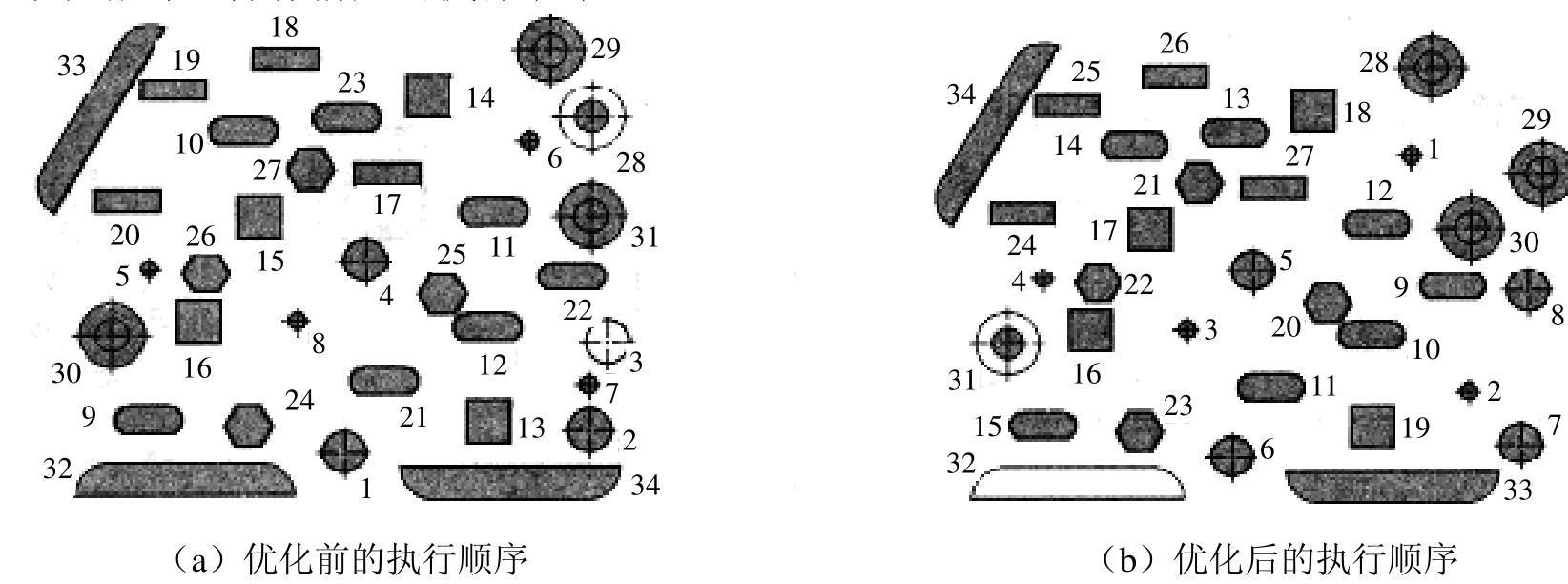
图6-24 优化数控指令编程实例
优化数控指令的基本原则为:
1)冲模类型:首先按冲模类型排序,其排序规则与冲模库定义文件的排序规则一致,即:圆、腰圆、正方、正六边形、矩形、圆窝、百叶窗。
2)冲模面积:同类型的冲模按面积排序,面积小的在前,大的在后。
3)就近冲压:系统初始化时以右上角为冲压基准点,以后每次冲压都以前一次的图形终止点为基准点。从冲压基准点开始,按冲模顺序冲压距离基准点最近的孔,如图6-24(b)所示。
4)分段优化:当数控程序文件中有:①“G27”夹爪移位指令;②“M”暂停指令时,必须对文件分段进行优化。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










