



第四章 反变形法
反变形法是生产中常用的方法,通常有自由反变形法、塑性反变形法和弹性反变形法,如图4-1所示。

图4-1 反变形法的形式
自由反变形法是在焊接前先估算好焊件变形的大小和方向,然后在装配时给构件一相反方向的变形,以此与焊接变形相抵消,使焊件达到技术条件要求,例如图4-1(a)中,为了使V形坡口对接接头的角变形较小,可以预先将焊接坡口处垫高。
图4-1(b)、图4-1(c)分别是塑性反变形法和弹性反变形法形式。如果采用塑性预弯,如果能达到精确的塑性预弯量,总是可以得到无角变形的角焊缝接头。
在弹性反变形中,通常需要采用一个专门的反变形夹具,将垫块或棒件放在焊缝下面,两边用夹具夹紧板件。为获得角反变形通常采用图4-2中的夹具,图4-2(b)在对接处用两个斜楔把工件的接边垫高进行焊接。图中4-2(c)是用于防止T形接头角变形。这种装置只能在接缝的两端使用。如果反变形预应变适当,也可得到无角变形的角焊缝接头。
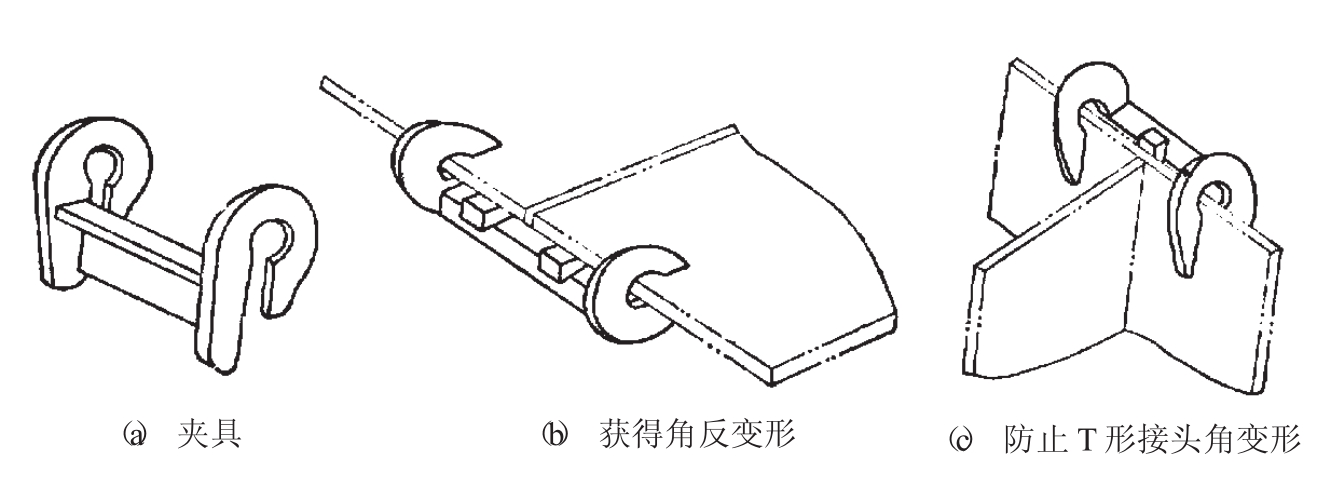
图4-2 防止角变形的夹具
塑性反变形法和弹性反变形法各有优缺点。一般认为,在实际生产中,弹性反变形比塑性反变形更可靠些。因为即使弹性反变形的预应变程度不够准确,也总是可以减小角变形。如果采用塑性反变形,所选取的塑性预弯量必须非常精确,否则得不到良好的效果。况且正确的塑性预弯量随板厚、焊接条件和其他因素的不同而变化,而且弯曲线必须与焊缝轴线严格配合,这都给生产带来困难,所以实际中较少使用。
对于一些刚度很大的焊件,如桥式起重机大梁等构件,采用上述反变形法有困难时,可采用反变形下料,即在梁的腹板下料时就割成带挠度的料板,其挠度方向与焊接弯曲变形方向相反,如图4-3(a)所示。也可在腹板拼焊时焊制成带挠度的料板,如图4-3(b)所示。

图4-3 下料反变形示意图
对于一些特大、重型焊接结构,往往不可能制造专用的焊接胎具。在这种情况下,可以利用结构本身的自重来减小焊接变形。图4-4是利用结构本身自重来控制焊接变形的图示,图中为一倒置工字梁,较长、较重,在下翼板上要焊一条窄而厚的盖板,在焊接盖板时,由于焊缝的收缩,使梁产生下凹的挠曲变形。如果梁的支承放在两端,如图4-4(b)所示,显然,梁的自重会进一步增加弯曲变形。反之,如果将梁的支承移到梁的重心附近,如图4-4(c)所示,梁的自重则可起到抵消或减小焊接弯曲变形的作用,致使最终变形减小。

图4-4 利用构件自重和焊缝收缩力控制焊接变形
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











