



2.5.4 麻花钻的刃磨与钻孔
1.麻花钻
(1)标准麻花钻的组成 麻花钻一般用高速刚(W18Cr4V或W9Cr4V2)制成,淬火后能达到HRC62~HRC68。麻花钻由柄部、颈部及工作部分组成。当麻花钻的直径小于13mm时其柄部做成柱柄;其直径大于13mm时柄部做成锥柄,如图2-33所示。

图2-33 麻花钻
(2)标准麻花钻的主要几何参数 标准麻花钻的顶角2φ为118°±2°;后角α0为10°~14°;横刃斜角ρ为50°~55°。
2.麻花钻的刃磨
麻花钻刃磨主要是刃磨后刀面,在磨好后角的同时磨出两条主切削刃。要求顶角为118°,两主切削刃平直,两主切削刃和钻心线之间的夹角应对称,以免影响尺寸精度。
(1)右手握钻头前端,左手握钻柄,钻头切削刃放在砂轮中心平面上,使钻头轴线与砂轮外圆母线在水平面内的夹角等于顶角的一半,同时钻柄向下倾斜15°~20°,如图2-34所示。
(2)刃磨时以钻头前端支点为圆心,钻尾上下摆动并略带转动,不能上下摆动太大以防止把另一面主切削刃磨坏,或磨出负后角。
(3)磨好一条主切削刃后,麻花钻转动180°,保持原有姿势刃磨另一条主切削刃。
(4)两条主切削刃磨好后,把钻头垂直竖立在与眼等高的位置上,观察两主切削刃是否高度相同、长度相等、对称,麻花钻刃磨的好坏直接影响孔的加工精度。

图2-34 麻花钻的刃磨方法
3.麻花钻顶角大小对切削的影响
顶角和切削刃长度刃磨不正确的钻头,加工孔时只有一个切削刃在切削,而另一个切削刃不起作用,两边受力不平衡,从而使钻出的孔扩大和倾斜,如图2-35所示。
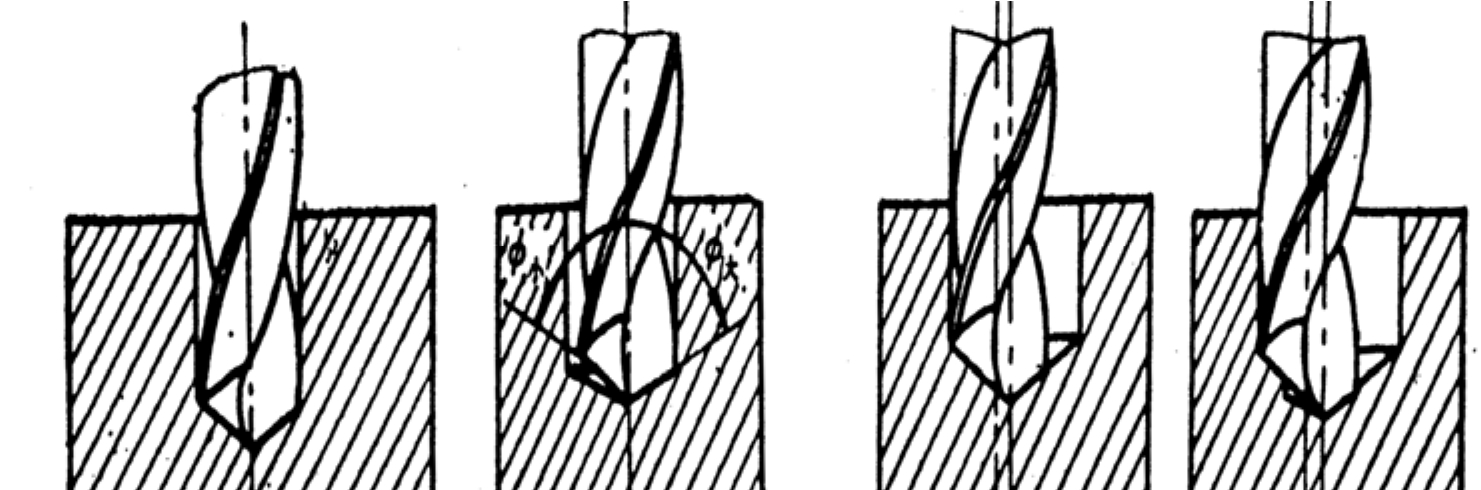
图2-35 刃磨不正确的钻头对加工质量的影响
4.麻花钻的安装
通常锥柄麻花钻可直接或用莫氏锥套插入尾座锥孔内,而直柄麻花钻应先装在钻夹头上再插入尾座锥孔内。
5.孔的钻削加工
(1)根据孔径的大小,选择合适的钻头。调整尾座,使尾座轴线与主轴线重合。工件端面要求平直、无凸头。钻孔时因麻花钻的横刃较长,定心较差,所以钻孔以前应先打中心孔起引导和定心的作用。
(2)选择合理的转速,启动机床正转,安装钻头锁紧尾座,摇动尾座手轮,使钻头均匀轴向移动来进行钻削。钻削过程中,应经常退出钻头清理铁屑和冷却。当钻头刚接触工件时,进给量应慢些。通孔将要钻透时进给量应慢些,防止钻头窜动而打刀或钻柄在尾座内打滑。
(3)容易出现的问题及注意事项
①合理地选择转速,麻花钻的直径越大,转速应选择得越低。
②用长麻花钻时,为防止钻头晃动,可在刀架上夹一挡铁支持钻头头部帮助钻头定心。
③加工盲孔时,应利用套筒刻度或做记号的方法来控制钻孔的长度。
④钻头磨损后应及时刃磨。
⑤严禁钻头在孔内时开反车,防止钻头崩碎。
⑥应充分浇注冷却液。
6.结合图纸确定钻孔练习加工步骤进行钻孔练习。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











