



12.4.8 管子加工与安装编码系统
船舶管系中一根特定的管件是一个中间产品,在生产设计中必须标明加工与安装编码,编码系统由数字和英文字母的代码共同组成。为了便于船上安装,管件必须有标识其唯一性的安装代码;不管按成组批量组织生产或单件组织生产,管件又必须有标识其相似性的加工代码。考虑到管件生产任务来源的多样性和管件小样图所载信息的局限性,有时需要用有检索功能的流水号来编制一批管件的工艺路线表,借此进行生产的组织与管理。因此,基于成组技术的管子加工与安装编码系统的结构如下:
(流水号)[1]—加工代码—安装代码
12.4.8.1 流水号
为了提高管子加工管理中的跟踪及检索效率,特别是采用条码采集技术后,流水号编码的建立对管子加工管理来讲就非常必要了。
流水号是写在小样图上或者管件条码标签上的关键序号。流水号编码必须保证每根管件(及管段零件)编码的唯一性。
整个编码共包含15位字符,分为三个编码段,编码段间用短直线连接:
船舶流水号—管件流水号—管段序号
段一为船舶流水号,包括三位代码;段二为管件流水号,包括八位代码;段三为管段序号,包括两位代码。每个编码段位数不足时在左边用0填充。流水号编码见表12.4-1。
基于该流水号编码,在管子加工信息管理平台上输入关键的流水号后,立即能检索到该管件的历史信息或者加工状态。如果在管加工车间实施条码系统后,该流水号即管件的条码编号,可以符合条码系统的编码要求。条码采集器通过扫描条码标签直接获取关键的流水号,完成对管件的检索及跟踪任务。
表12.4-1 流水号编码表

12.4.8.2 加工编码系统
1)加工代码
管件制作时,需要根据管子的材料种类、管径大小、工艺流程,试压要求和表面处理等情况进行分理,将相似的管件集中在一起生产。加工代码用来描述管件族制造过程中的相似性,以便按预定的方式进行管件加工。加工代码含下列信息:①材料和管径;②加工流程;③管种及试验要求;④表面处理和涂装。
加工代码用色漆标注在管子上或者打印在贴于管子表面的条码标签上,并且只在管件完工(包括涂装)前使用。
2)加工编码
管子加工编码由5位代码组成,并具有如下形式:
![]()
其中:N—数字;
L—英文字母。
(1)第一位数字符N1(材料和管径),见表12.4-2。
表12.4-2 材料和管径代码表
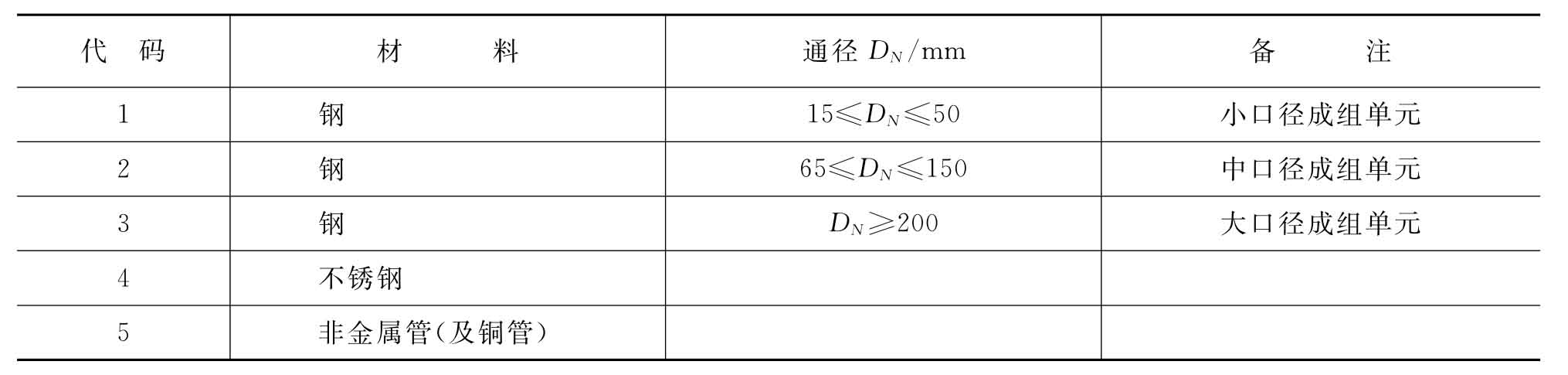
注:需要时可增加代码,字母代码为对应生产线代码。
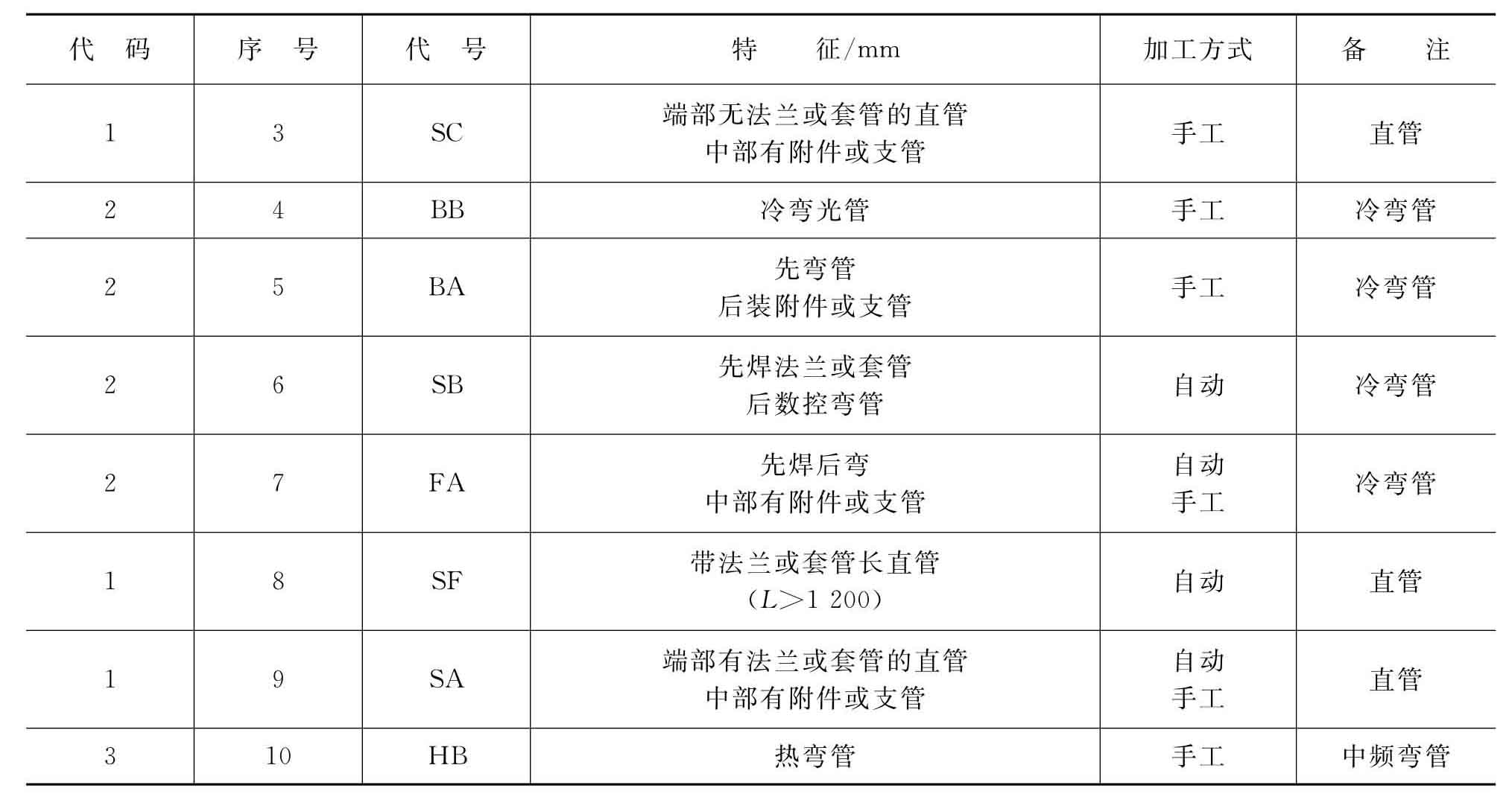
(2)第二位数字符N2(加工方式)。管子车间钢管制作分在3(或4)个成组单元生产线上进行,不锈钢管由于其加工工艺特殊性,应另设一个生产单元(也可借用钢管生产线),非金属管(及铜管)设一个生产单元。加工方式的分类特征及其代码如表12.4-3所示。因为管子加工工件流动又以手工为主,故原有的10种加工方式可简化为仅区分直管和弯管,弯管因加工设备不同再细分为冷弯和热弯,即仅分为3种加工方式。
表12.4-3 加工方式代码表

(续表)
(3)第三位数字符N3(管子类型),见表12.4-4。
表12.4-4 管子类型代码表
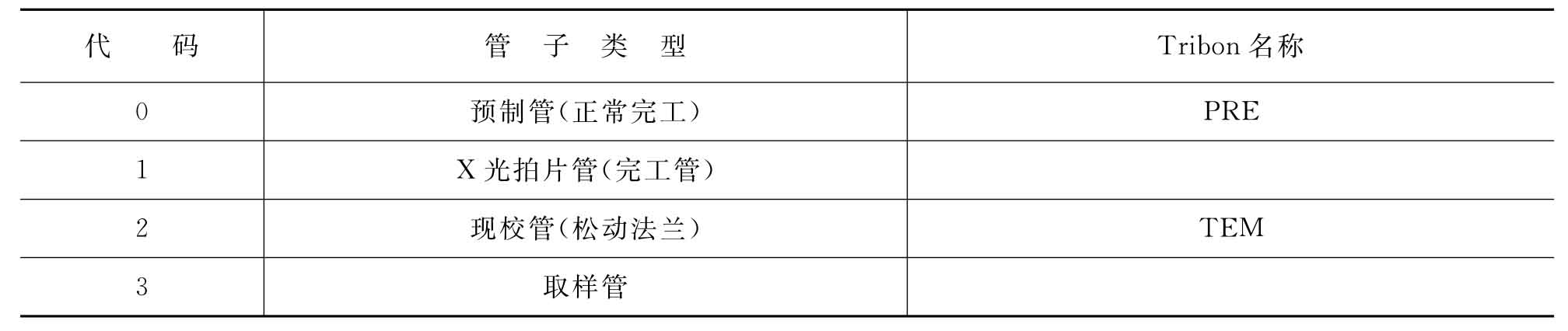
注:需要时可增加编码。
(4)第四位N4数字符(内外表面处理),见表12.4-5。
表12.4-5 内外表面处理代码表
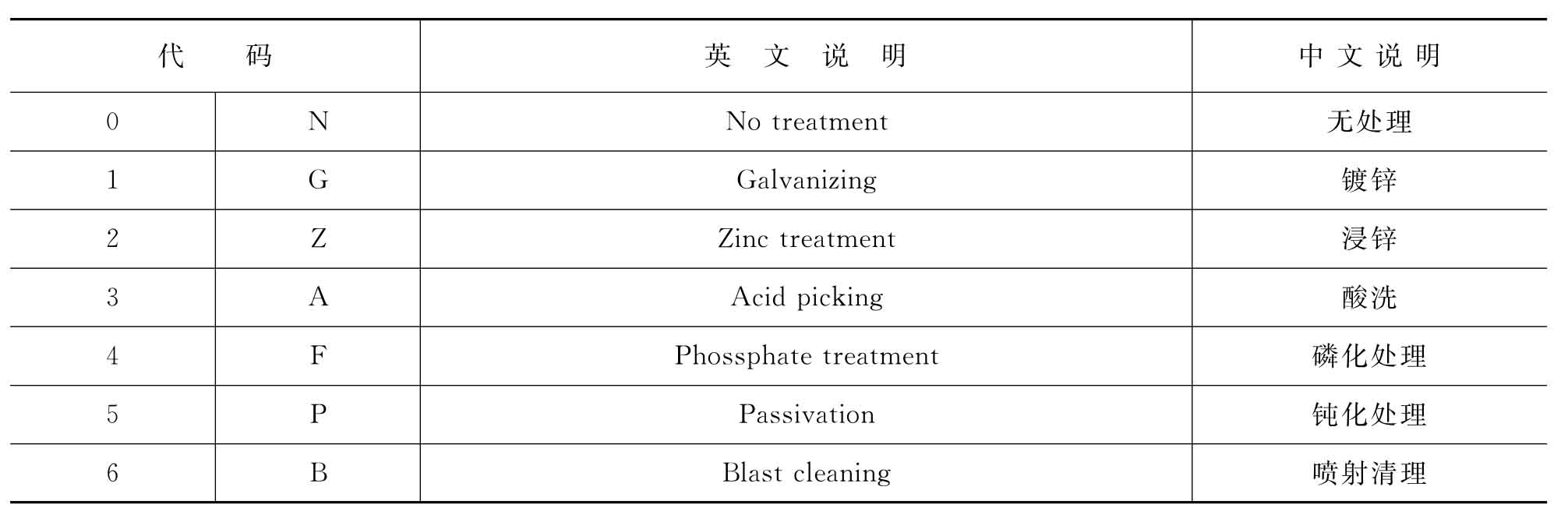
注:需要时可增加代码,字母代码为备用方案。
(5)第五位字母符L(内外表面涂装),见表12.4-6。
表12.4-6 内外表面涂装代码表
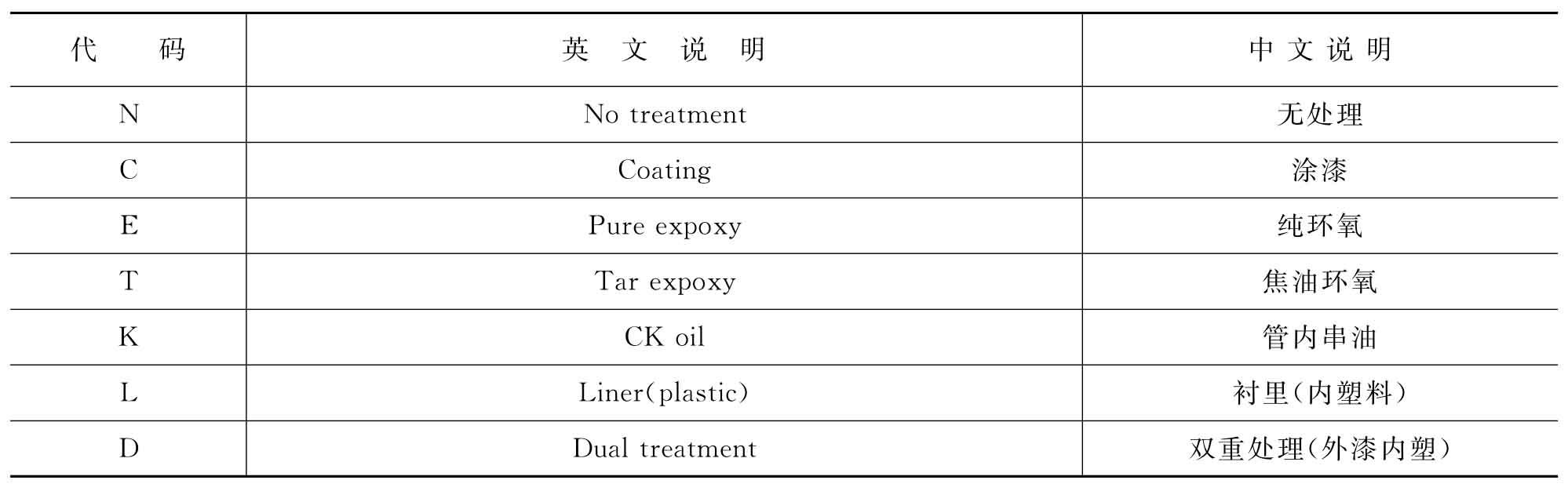
注:需要时可增加代码。
3)加工编码示例
2105K:中管径钢管,直管,标准完工(常规水压试验自检),内外表面钝化,管内串油。
4220N:不锈钢管件,弯管,现校管(无试压要求),管件不作内外表面处理或涂装。
3216T:大管径钢管,弯管,X光拍照片检验,内外表面喷射清理,内外表面涂焦油环氧漆。
4)加工编码的应用
对一批管件代码的第1码位进行筛选,代码相同的归成一组,可形成对应成组加工单元的任务单。
对一批管件代码的第2码位进行筛选,代码相同的归成一组,可形成对应加工方式的工作量。
对一批管件代码的第3码位进行筛选,代码相同的归成一组,可得到对应管种的统计数。
对一批管件代码的第4码位进行筛选,代码相同的归成一组,可形成对应表面处理方式的加工族。
对一批管件代码的第5码位进行筛选,代码相同的归成一组,可形成对应表面涂装要求的加工族。
12.4.8.3 安装编码系统
安装编码是由委托加工管件小样图中的船号、托盘号和管件号等信息所组成的成品管件的钢印号,由委托加工船厂编制。安装编码表达如下:
工程代码—Module名—管路名—管件序号
1)船号
船号是一艘待建船舶的工程编号,这里可以简化成一家船厂同时在建船舶的一位数字区分代号。多家船厂委托加工时,应注意相同船号的区别。
2)托盘号
托盘号(代码)是对工作任务包的一种描述,它要回答何时、何地、何物、如何以及谁等涉及待完成任务的有关问题。Tribon软件中的Module名含管件的安装方式(即工艺流程),托盘代码有这一标识功能。托盘代码应包含下列信息:
(1)任务包所处的工艺阶段。
(2)任务包设计和施工的责任部门。
(3)待完成工作所属的区域。
(4)需要特定生产资源的工作内容和舾装方式(工艺流程)。
(5)同类任务包的划分编号。
3)管件号
管件号(代码)用来将一个完整的管路系统分解成各个管子零件,以使管路系统变得可以制造。管件代码含下列信息:
(1)管系名称。
(2)管件所属系统分支的编号。
(3)管件在管路分支中的编号。
(4)管件部件划分(如支管编号、装配管管段代号)。
4)安装编码示例
H1007-B102-XM11-1
意即:H1007船,102分段,机舱供水系统XM11管路,1号管件(永久性标注,钢印在法兰或套管上)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










