



9.10.4 焊缝外观质量要求
焊缝外观质量检验主要用肉眼观察和量具测量,必要时,借助低倍放大镜进行检验。对焊缝外观质量要求有四个方面。
1)焊缝外形的要求
(1)焊缝外形应光顺、均匀,焊缝与基本金属、焊道与焊道之间应平缓过渡,不得有截面突然变化。
(2)焊缝的侧面角θ应小于90°,如图9.10-18所示。
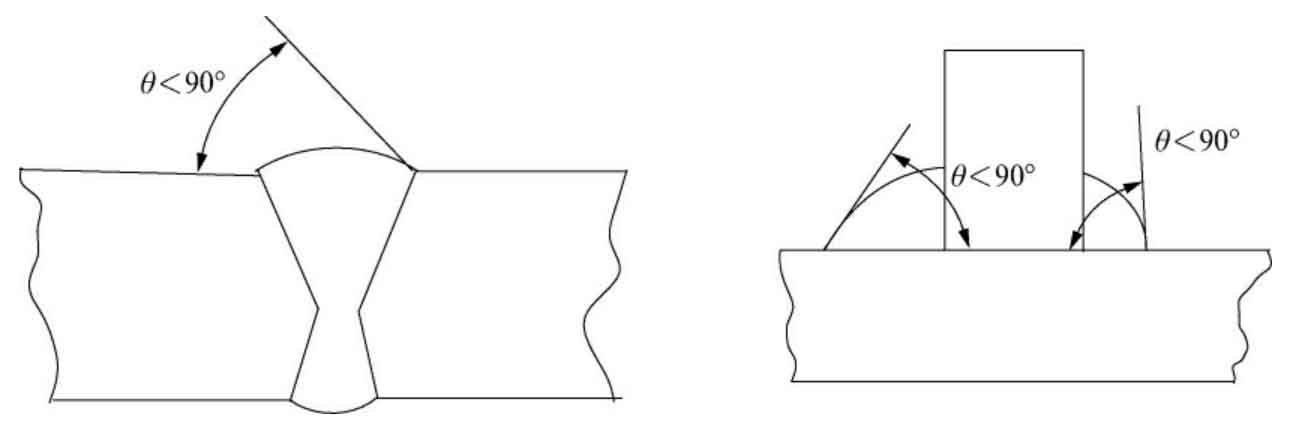
图9.10-18 焊缝的侧面角图
2)焊缝尺寸的要求
(1)对焊缝余高,下限不低于钢板表面、上限不得超过一定的值,通常不大于4mm。
(2)在焊缝长度25mm范围内,焊缝余高之差不得大于2mm。
(3)在焊缝长度100mm范围内,焊缝宽度之差不得大于5mm。
(4)角焊缝的焊脚必须大于0.9 K,K为图纸规定的焊脚尺寸。
(5)多层多道焊表面重叠焊道相交处的下凹深度称为道沟,道沟不得大于1.5mm,如图9.10-19所示。

图9.10-19 多层多道焊的下凹深度(道沟)示意图
3)对焊缝表面存在缺陷的要求
(1)焊缝表面不允许存在裂纹、夹渣、未熔合、烧穿、弧坑未填满等缺陷。
(2)焊缝表面不允许存在高至2mm的焊瘤。
(3)焊缝咬边深度不允许超过以下规定值:重要部位对接焊缝咬边深度的允许值为;板厚δ≤6mm时,咬边连续长度大于100mm的咬边深度应不大于0.3mm;局部允许不大于0.5mm。板厚δ>6mm时,咬边连续长度大于100mm的咬边深度应不大于0.5mm;局部允许不大于0.8mm。其他部位对接焊缝和角焊缝咬边深度的允许值为:板厚δ≤6mm时,咬边深度应不大于0.5mm;板厚δ>6mm时,咬边深度应不大于0.8mm。
4)对焊缝气孔的要求
(1)重要部位对接焊缝及要求水密、油密或气密的焊缝不允许有表面气孔。
(2)其他部位的焊缝1m长范围内允许有2个气孔,气孔的最大允许直径:板厚δ≤10mm时,为1mm;板厚δ>10mm时为1.5mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











