



8.5.4 典型分/总段的船台(坞)搭载工艺流程和技术要领
8.5.4.1 底部分段搭载

图8.5-6 底部分段搭载图
8.5.4.2 横舱壁分段搭载
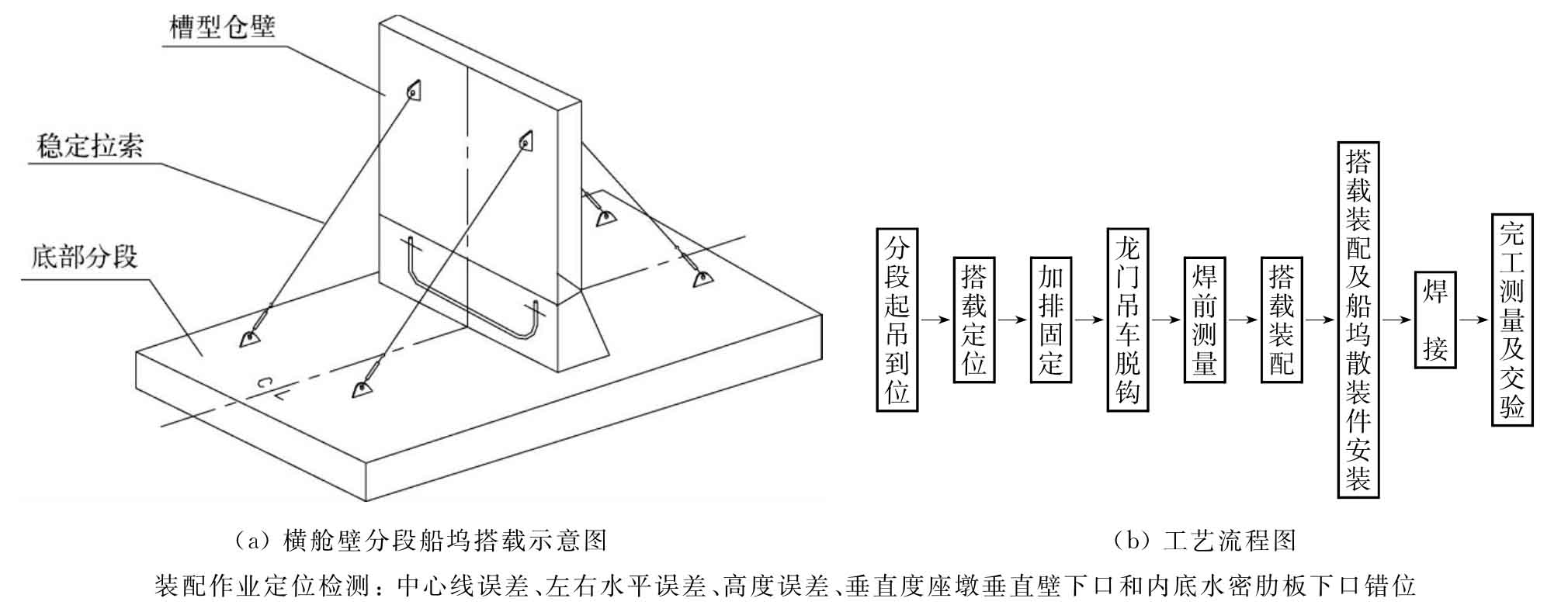
图8.5-7 横舱壁分段搭载图
8.5.4.3 舷侧分段搭载
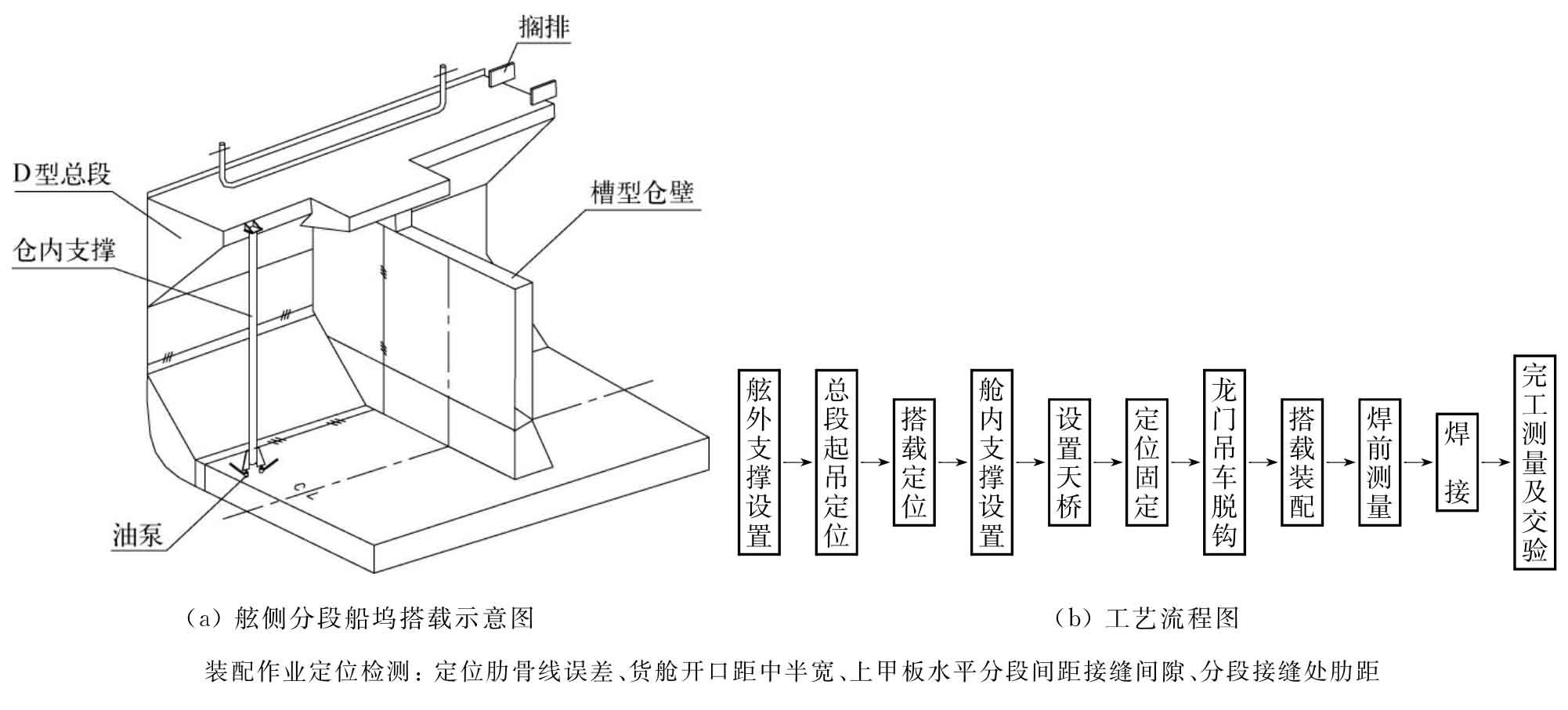
图8.5-8 舷侧分段搭载图
8.5.4.4 艉立体分/总段搭载
1)工艺流程
艉立体分/总段是较复杂的立体分段之一,它的定位不但要考虑与船体相邻分段的对接质量,还必须考虑轴系和舵系的定位精度。
艉立体分/总段一般具有舵机甲板,上宽、下窄,在吊装以前应先在下舵承支臂位置设置墩木和刚性托架,左右舷的固定式脚手架定位好,艉立体分段就位后应设置好基线反变形值,定位船体中心线,包括艏艉端舵机甲板中心线,调整分段纵倾和高度型值,并使轴毂前后端的偏差值落在允许偏差值以内。首先调整横倾和艉端的昂势值,并将艉端点引至中心线槽钢上检查纵向位置,最后检查舵杆中心线垂直度,舵机甲板、上舵钮、下舵承座的舵系中心线偏差和对应轴毂中心线的重合度。如图8.5-9所示。

图8.5-9 艉立体分/总段的搭载图
当船底基线高度与艉轴孔中心线高度有矛盾时,应以艉轴孔中心线高度为主进行定位,分/总段中心、艉轴中心线、舵杆中心线应在同一垂直平面内,如不能做到,应设法使艉轴中心线与舵杆中心线在一个垂直平面内,且对准船台(坞)中心线。
2)检测项目与要求
艉立体分/总段船台(坞)检测项目与要求如表8.5-1所示。
表8.5-1 艉立体分/总段船台(坞)装配检测项目表

8.5.4.5 嵌补分段的船台(坞)装焊工艺
嵌补分段(Joining Section)是指采用岛式建造法进行船台(坞)合拢时,最后以嵌补方式将各“岛”互相连接成完整船体的分段。
嵌补分段是将各个建造区连接起来的特殊分段。甲板、舷侧嵌补分段比较简单,装配并不困难,主要是双层底嵌补分段,节点的处理和吊装作业比较麻烦。
1)嵌补分段的处理原则
(1)构架和板材均应作阶梯式布置。一般情况下,板和骨架均应错位100~150mm。
(2)嵌补分段垂直嵌入吊装,必须待相邻两区域的焊接工作完毕后才能进行,但邻近嵌补分段接头的舱壁应暂不装,以免造成沉陷不一致,而影响嵌补对接。
2)嵌补分段的装焊程序
(1)割除分段一端内、外底板及构架的余量,另一端仅割构架余量,为便于吊装,也可将另一端纵骨割去300~400mm作嵌补,或将纵骨开成倾斜的坡口型式;
(2)使分段的定位肋骨线与船台(坞)上相应的肋骨线对准;
(3)嵌补分段横向平行于中线且偏移一段距离,割除分段另一端内、外底板余量,然后垂直嵌入空位,再将分段横向位置移正;
(4)将一端外底板定位焊牢,将分段两端内、外底板及构架的接缝对准、焊接;
(5)安装内底边板的嵌补板并焊接。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











