



低温甲醇洗是20世纪50年代初德国林德公司和鲁奇公司联合开发的一种气体净化工艺,低温甲醇洗是一种物理吸收方法。 该方法以冷甲醇作为吸收剂,在低温高压下完成对CO2、H2S、COS等有害气体的吸收,吸收了酸性气体的甲醇溶液分别经节流降压、汽提、热再生等过程进行再生并循环使用。
一、低温甲醇洗基本原理
基本原理就是采用冷甲醇作为吸收剂,利用甲醇在低温下对酸性气体溶解度较大的物理特性,脱除原料气中的酸性气体。
1.各种气体在甲醇中的溶解度
低温甲醇洗是典型的物理吸收过程,高压低温有利于吸收。 降低温度,对不同的气体溶解度增加的并不相同。低温甲醇洗的操作温度在-30~70℃,各种气体在-40℃甲醇溶液的相对溶解度见表5.2.1。
表5.2.1 各种气体在-40℃甲醇溶液的相对溶解度

由表5.2.1可见,H2S、COS、CO2等酸性气体在甲醇中有较大的溶解能力,而氢、氮、一氧化碳等气体在其中的溶解度甚微。 因而,甲醇对原料气中酸性气体的吸收具有很好的选择性。 有机硫在甲醇中的溶解度很大,这样就使得低温甲醇洗有一个重要的优点,即有可能综合脱除原料气中所有的硫杂质。表5.2.2和表5.2.3分别为H2S和CO2在不同温度和压力下在甲醇中的溶解度。
表5.2.2 不同温度,不同分压下H2S的溶解度,m3/吨甲醇

表5.2.3 不同温度,不同分压下CO2的溶解度,m3/吨甲醇
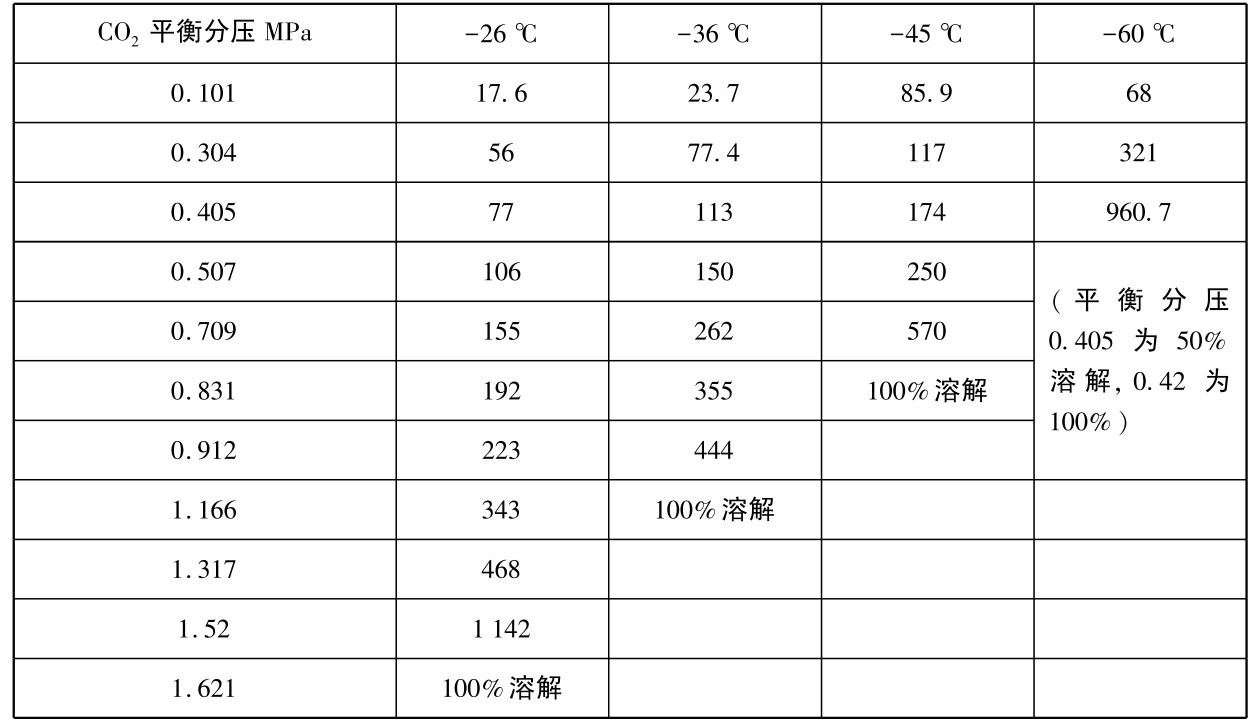
图5.2.1为常见气体在甲醇中的溶解度曲线,由图可见各种气体在甲醇中溶解度的差异及溶解度随温度变化的情况。
H2S和CO2在甲醇中的溶解度随温度的降低,增加较快,当温度从40℃下降到20℃, CO2的溶解度约增加6倍,而H2、CO及CH4随温度的降低变化不大。在低温下,H2S的溶解度差不多比CO2大6倍,这样就有可能选择性地从原料气中先脱除H2S,而在甲醇再生时先解吸CO2。
2.各种气体在甲醇中的溶解热
根据各种气体在甲醇中的溶解度数据,可求得在甲醇中的溶解热,见表5.2.4。

图5.2.1 甲醇溶解度与温度的关系
表5.2.4 各种气体在甲醇中的溶解热(k J/mol)

H2S和CO2在低温甲醇中溶解度很大,因此,在不断的吸收过程中,必须不断地取走热量。
3.净化过程中溶剂的损失
净化过程中甲醇溶剂的损失主要是甲醇的挥发,甲醇的蒸汽压和温度的关系,如图4.2.2所示。 由表5.2.2可见,在常温下,甲醇的蒸汽压很大。 即使气体挥发出来的甲醇溶剂浓度很小,但由于处理气量很大,溶剂的损失还是可观的。 在实际生产中,采用低温吸收,一定程度上减少了溶剂的损失。
4.低温甲醇洗吸收动力学
H2S不仅比CO2的溶解度大5.9倍,而且在相同条件下,H2S的吸收速率是CO2的10倍。混合气体中,H2S的浓度较小,吸收速度又快,因此控制吸收速度仅取决于CO2的扩散速率。 影响因素主要是温度和压力。 温度降低时吸收速率缓慢降低。
5.甲醇再生原理
根据亨利定律压力愈低、温度愈高,则愈利于溶质的解析,在温度等于溶剂的沸点时,溶质在溶剂中的溶解量为零。 因此,选择溶剂解析的方法有:
(1)减压解析法
减压解析法即吸收了溶质的溶剂,通过节流和降低系统的总压(甚至到负压),实现溶质的解析。
(2)气提解析法
气提解析法即导入惰性气,降低溶质分压,实现溶质的解析。
(3)加热解析法
加热解析法即用外来的热量把溶剂加热到沸腾,使溶质在溶剂中的溶解量为零。
二、低温甲醇洗主要工艺参数的选择
1.温度
降低吸收的温度可以增加H2S和CO2在甲醇中溶解度,提高吸收效果。同时,在低温下吸收,甲醇的饱和蒸汽压低,挥发损失少。 但过低的温度,会使冷量损失加大。 目前常用的温度为-70~-20℃。
2.压力
提高操作压力可使气相中CO2、H2S等酸性气体分压增大,增加吸收的推动力,从而减少吸收设备的尺寸,提高气体的净化度。 提高压力同时也增加溶液的吸收能力,减少溶液的循环量,但是,过高的压力对设备材质要求高,有效组分CO、H2等气体的溶解损失会增大。目前常用的吸收压力位2~8MPa。
3.吸收剂的纯度
甲醇中的水含量是影响其吸收能力的重要因素。 但甲醇中含有水分时,甲醇的吸收能力将会下降。 较高的水含量还会增大对设备的腐蚀。 目前,对贫甲醇的含水量要求为小于1%。
三、低温甲醇洗工艺流程
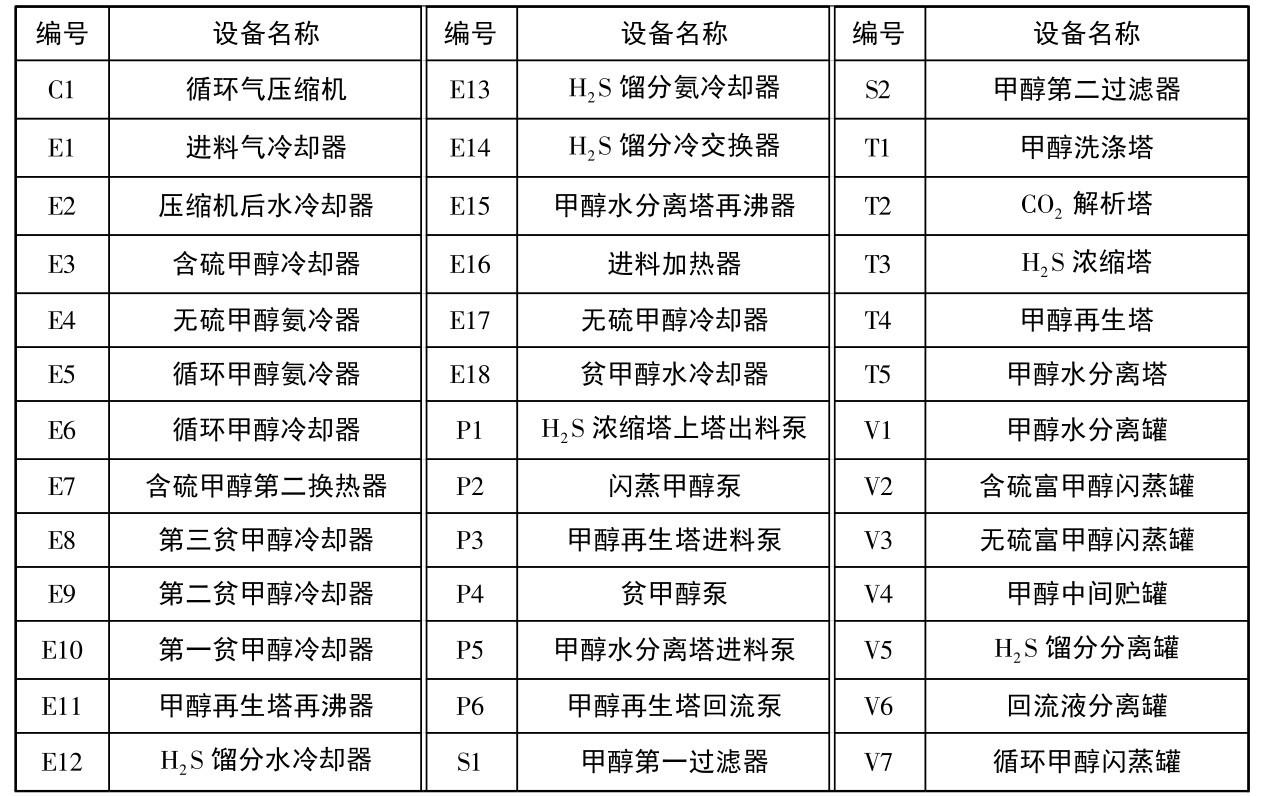
低温甲醇洗的流程有两步法和一步法之分。 两步法的流程适用于非耐硫变换工艺,其做法为先用低温甲醇洗将原料中的H2S脱除,经变化后,再用低温甲醇洗将原料气中的CO2脱除。由于耐硫变化技术的应用,目前的流程倾向于在变换后同时脱除H2S和CO2,称为一步法。 在本部分,仅对一步法流程作介绍。 其设备对照表见表5.2.5。
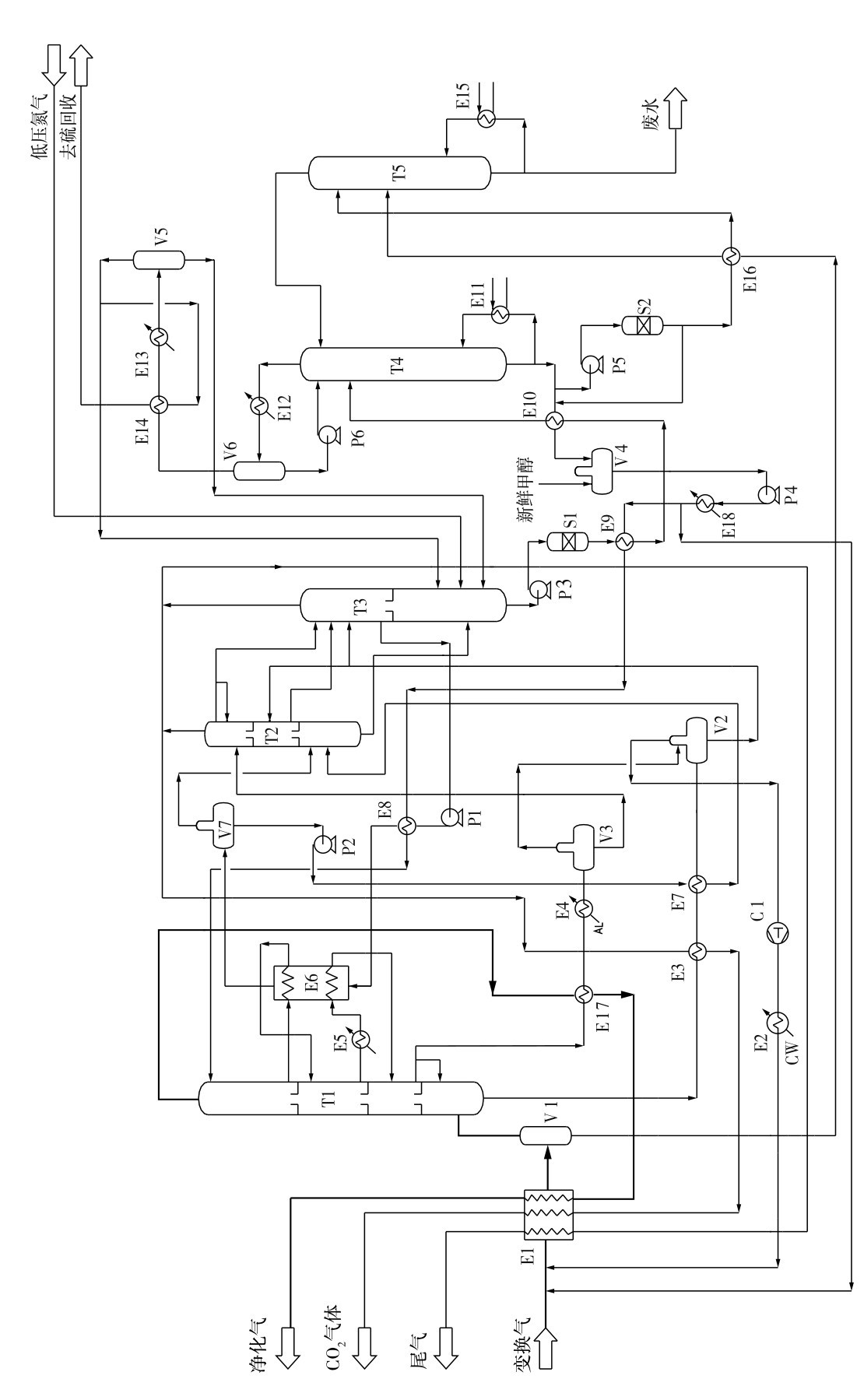
一步法的流程可分为:煤气洗涤、主洗涤液再生、含硫甲醇富液再生及硫化氢浓缩、预洗甲醇的再生、尾气洗涤5个部分,如图5.2.2所示。
1.原料气的预冷
来自一氧化碳变换工序的变换气,在40℃,7.81MPa的状态下进入低温甲醇洗装置。由于低温甲醇洗装置是在-70~-40℃的低温条件下操作的,为了防止变换气中的饱和水分在冷却过程中结冰,在混合气体进入进料气冷却器E1之前,向其中喷入贫甲醇。 然后再进入进料气冷却器E1,与来自本装置的3种低温物料——汽提尾气、CO2产品气和净化气进行换热,被冷却至-10℃左右。 冷凝下来的水与甲醇形成混合物。冰点降低,从而不会出现冻结现象。 甲醇水混合物与气体一起进入进料气体甲醇/水分离罐V1进行气液分离,分离后的气体进入甲醇洗涤塔T1底部,而分离下来的甲醇水混合物送往甲醇/水分离塔T5进行甲醇水分离。
表5.2.5 低温甲醇洗流程设备对照表
2.酸性气体(CO2,H2S等)的吸收
甲醇洗涤塔T1分为上塔和下塔两部分,共4段,上塔3段,下塔1段。 下塔主要是用来脱除H2S和COS等硫化物。来自进料气体甲醇/水分离罐V1的原料气,首先进入甲醇洗涤塔T1的下塔,被自上而下的甲醇溶液洗涤,H2S和COS等硫化物被吸收,含量降低至0.1 mg/m3以下,然后气体进入上塔进一步脱除CO2。由于H2S和COS等硫化物在甲醇中的溶解度比CO2高,而且在原料气中H2S和COS等硫化物的含量比CO低得多,仅用出上塔底部吸收饱和了CO2的甲醇溶液总量的一半左右来作为洗涤剂。此部分甲醇溶液吸收了硫化物后从塔底排出,依次经过含硫甲醇冷却器E3和含硫甲醇第二换热器E7,温度由出塔底的-6.8℃依次降低至-10.5℃、-31.7℃,然后经减压至1.95MPa,进入含硫富甲醇闪蒸罐V2进行闪蒸分离。
上塔的主要作用为脱除原料气中的CO2。经下塔脱除硫化物后的原料气,通过升气管进入甲醇洗涤塔T1上塔。由于CO2在甲醇中的溶解度比H2S和COS等硫化物小,且原料气中的CO2含量很高,所以上塔的洗涤甲醇量比下塔的大。吸收CO2后放出的溶解热会导致甲醇溶液的温度上升,为了充分利用甲醇溶液的吸收能力,减少洗涤甲醇流量,在设计上采取了分段操作,段间降温的方法。甲醇吸收CO2所产生的溶解热一部分转化为下游甲醇溶液的温升,另一部分被段间换热装置取出。
图5.2.2 低温甲醛洗工艺流程
来自热再生部分的贫甲醇,经冷却后,以-64.5℃进入甲醇洗涤塔T1的顶部,其甲醇含量为99.5%,水含量小于0.5%。出上塔顶段的甲醇溶液,温度上升至-18.8℃,经过循环甲醇冷却器E6被冷却至-44.5℃后,进入上塔中段继续吸收CO2;出中段的甲醇溶液,温度上升至-17.1℃,依次经过循环甲醇氨冷器E5和循环甲醇冷却器E6被冷却至-44.5℃后,进入上塔的第三段进一步吸收CO2,温度上升至-10.0℃后出上塔。其中占总量52%的甲醇溶液,进入下塔作为洗涤剂,剩余部分依次在洗涤塔底无硫甲醇冷却器E17中,无硫甲醇氨冷器E4中被冷却,温度分别降至-22.1℃、-33.0℃,然后被减压至1.95MPa,进入无硫富甲醇闪蒸罐V3进行闪蒸分离。
出甲醇洗涤塔T1顶部的净化气温度为-64.0℃、压力为7.67MPa,经无硫甲醇冷却器E17和进料气冷却器E1回收冷量后,去后工序。
3.氢气的回收
为了回收溶解在甲醇溶液中的H2、N2和CO等有效气体,提高装置的氢回收率,以及保证CO2产品气的纯度,流程中设置了中间(减压)解吸过程即闪蒸过程。无硫富甲醇闪蒸罐V3中闪蒸出来的闪蒸气,在含硫富甲醇闪蒸罐V2的顶部,与V2中闪蒸出来的气体汇合,经循环气压缩机C1加压至7.81MPa,然后经水冷器E2冷却至71.6℃后,送至进料气冷却器E1前,汇入进本工段的变换气中。
当C1出现故障时,循环氢气送入H2S浓缩塔T3的上段底部,经洗涤后随尾气一起放空。
4.CO2的解吸回收
CO2解吸塔T2的主要作用是将含有CO2的甲醇溶液减压,使其中溶解的CO2解吸出来,得到无硫的CO2产品。CO2产品的来源主要有如下3处:
①无硫富甲醇闪蒸罐V3底部流出的富含CO2的无硫半贫甲醇溶液,温度为-31.8℃,压力为1.95MPa,经减压至0.27MPa后,温度降低至-53.9℃,进入CO2解吸塔T2的上段进行闪蒸分离,解吸出CO2。从上段底部流出的闪蒸后的甲醇溶液,一部分回流至T2中段的顶部,作为对下塔上升气的再洗液;剩余部分经减压至0.07MPa,温度降低为-65.8℃后,送至H2S浓缩塔T3上段的顶部作为洗涤液。
②从含硫富甲醇闪蒸罐V2底部流出的含H2S的富甲醇溶液,温度为-31.0℃、压力为0.58MPa。经减压至0.27MPa后,温度降为-53.9℃,进入T2的中段进行闪蒸分离,解吸出CO2。从中段底部流出的甲醇溶液,温度为-52.6℃,压力为0.27MPa,根据需要送往T3塔的上段中部或直接送至T3上段的积液盘上。
③出T3上段底部的富甲醇溶液温度为-59.79℃、压力为0.11MPa,经出料泵P1加压至0.58MPa后,依次流经第三贫甲醇冷却器E8、循环甲醇冷却器E6,温度上升至-36.5℃。在压力为0.27MPa下进入循环甲醇闪蒸罐V7进行闪蒸分离。 从V7顶部出来的气体直接进入T2的下段。 出V7底部的闪蒸甲醇溶液,经闪蒸甲醇泵P2加压至0.55MPa,进入E7,温度上升至-28.1℃,然后进入T2底部进一步解吸所溶解的CO2。
出T2底部的甲醇溶液温度为-28.6℃,压力为0.27MPa,经减压至0.11MPa后,温度
降低至-35.5℃,进入T3下段的顶部。
出T2顶部的CO2产品气,温度为-55.3℃,压力为0.22MPa,依次流经E3、E1,温度上升至9.9℃后,送往尿素装置。
5.H2S的浓缩
T3塔称为H2S浓缩塔,也叫做气提塔,主要作用是利用气提原理进一步解吸甲醇溶液中的CO2,浓缩甲醇溶液中的H2S,同时回收冷量。进入T3的物料主要有如下7部分:
①自T2上段积液盘的CO2未解吸完全的无硫半贫甲醇溶液,经减压后进入T3顶部,作为洗涤剂,以洗涤从下部溶液中解吸出来的气体中的H2S等,使出塔顶的气体中H2S含量低于7ppm,达到排放标准。
②自T2中段积液盘上含有CO2及少量H2S的甲醇溶液,经减压阀减压后,进入T3上段。在系统负荷低于70%时,为了保证能生产出满足尿素生产所需的CO2,此股甲醇溶液直接进入上段的积液盘处。
③T2底部的含H2S甲醇溶液,经减压后进入T3下段的顶部。
④来自H2S馏分分离罐V5底部的富含H2S的甲醇溶液在温度-35.4℃,压力0.13 MPa下进入T3下段的底部。
⑤为了提高T3底部甲醇溶液中的H2S含量,从而保证出系统的酸性气体中的H2S含量满足要求,从出V5顶部的酸性气体中引出一股流量约占总量26.8%的酸性气体,在温度为-33.0℃,压力为0.12MPa的状态下回流至T3下段塔板上。
⑥为了使进入T3的甲醇溶液中的CO2进一步得到解吸,浓缩H2S,将低压氮气导入T3的底部作为气提介质,用以降低气相中CO2的分压,使甲醇溶液中的CO2进一步解吸出来。
⑦在C1出现故障时,出V2的循环气直接进入T3上段的底部,经甲醇洗涤后与尾气一起排放至大气(图5.2.2中未画出)。
出T3顶部的气提尾气温度为-70.3℃,压力为0.07MPa,经E1回收冷量,温度上升至28.0℃后排放至大气。
出T3上段积液盘的甲醇溶液,经泵Pl加压后,送往前面的系统回收冷量复热后进入T2底部解吸出所含的CO2,然后依靠压力差进入T3底部,完成此股甲醇溶液的小循环。
6.甲醇溶液的热再生
出T3下段底部浓缩后的甲醇溶液,温度为-48.7℃,压力为0.13MPa,经T3底泵P3加压至1.20MPa,首先进入甲醇第一过滤器S1,除去固体杂质后,进入第二贫甲醇冷却器E9冷却贫甲醇,温度上升至35.5℃,然后进入第一贫甲醇冷却器E10,温度上升至88.1℃,在0.24MPa下进入T4的中部塔板上,进行加热气提再生,将其中所含的硫化物和残留的CO2解吸出来。
出T4顶部的富含H2S的酸性气体温度为88.0℃,压力为0.24MPa,经H2S馏分水冷却器E12被循环水冷却至43.0℃后,进入回流液分离罐V6进行气液分离。 出V6底部的甲醇溶液,经回流泵P6加压至0.24MPa后,返回T4塔顶部作为回流液。 出V6顶部的气体,依次进入H2S馏分换热器E14,H2S馏分氨冷器E13,温度依次降低至36.5℃、-33.9℃,然后
进入H2S馏分离罐V5进行气液分离。分离出的甲醇溶液送往T3底部;分离出的酸性气体,部分送往T3下段塔板上,以提高T3底部甲醇溶液中的H2S浓度,剩余部分经E14复热后,温度上升至36.5℃,在压力为0.14MPa下送硫回收装置。
来自甲醇-水分离塔T5顶部的甲醇蒸气,直接进入T4的中部塔板上,此股甲醇蒸气所携带的热量在T4中被利用,节省了热源。
T4的底部设置有热再生塔再沸器E11,利用0.33MPa、146.3℃的低压饱和蒸汽作为热源,为甲醇的热再生提供热量。
从T4底部出来的贫甲醇,经热再生塔底部泵P5加压至0.70MPa后,进入甲醇第二过滤器S2进行过滤,除去其中的固体杂质。 过滤后的贫甲醇大部分进入第一贫甲醇冷却器E1,温度降低至35.5℃,然后进入甲醇中间贮罐V4。 另外的部分,进入甲醇-水分离塔进料加热器E16被冷却至71.1℃后,在0.25MPa下,进入T5的顶部作为回流液。
收集在V4中的贫甲醇,经贫甲醇泵P4加压至8.97MPa后,进入水冷却器E18被循环冷却水冷却至43.0℃。 出E18的贫甲醇,一小部分作为喷淋甲醇喷入E1前的原料气管线内,其余的贫甲醇依次经过E9和E8,被冷却至-64.5℃,然后在7.69MPa,下进入T1的顶部作为洗涤剂。
7.甲醇水分离
出V1的甲醇水混合物的温度为-10.6℃,压力为7.77MPa,经过滤器(未画出)除去固体杂质后,进入E16被加热至71.7℃经过减压至0.27MPa后,进入T5的上部塔板上。
来自T4底部,被P5加压、S2过滤后的部分贫甲醇,在经过E16冷却后,进入T5顶部作为回流液。
在T5的塔底设有再沸器E15,它利用来自减温减压站的178.1℃、0.85MPa的低压蒸汽为甲醇水分离提供热量。
出T5顶部的甲醇蒸气温度为99.7℃,压力为0.25MPa,直接进入T4的中部塔板上。
出T5底部的废水,温度为141.8℃,压力为0.28MPa,甲醇含量为122mg/kg,喷入循环冷却水进行冷却后,在40.0℃下,送往废水处理工序进行处理。
四、低温甲醇洗工艺特点
1.优点
(1)选择性好
从低温时各种气体在甲醇中的相对溶解度可以看出,甲醇对H2S、COS、CO2吸收能力特别强,因此,气体脱硫脱碳可在两个塔或同一塔内分段选择进行。相比之下对CH4、CO、H2S只有较小的吸收能力,因而具有良好的选择性。
(2)气体净化度高
采用低温甲醇洗,净化气中总硫可脱至0.1×10-6以下,CO2可净化至2×10-6以下,可满足绝大部分工艺的净化要求。 比其他脱硫脱碳工艺有明显优势。
(3)低温甲醇洗可以脱除气体中的多种杂质
在-30℃到-70℃的低温下,甲醇可同时脱除气体中的H2S、COS、CS2、RSH、C4H4S、CO2、HCN、NH3、NO以及石蜡烃、芳香烃、粗汽油等杂质,并可同时脱水使气体彻底干燥,所吸收的组分可在甲醇的再生过程中加以回收。
(4)甲醇的热稳定性和化学稳定性都较好
甲醇不会被有机硫、氰化物等组分所降解,在操作中甲醇不起泡、不分解,纯甲醇对设备和管道也不腐蚀,因此,设备与管道大部分可以用碳钢或耐低温的低合金钢。 甲醇的黏度不大,在-30℃时,甲醇的黏度与常温水的黏度相当,因此,在低温下对传递过程有利。
(5)热稳定性及化学稳定性好
甲醇不会被有机硫、氰化物等组分降解,也不起泡。 纯甲醇对设备无腐蚀,黏度小,有利于节省动力。 甲醇也比较便宜容易获得。
(6)容易再生
减压后,溶解气体逐渐解吸回收,甲醇热再生后经冷却冷凝,循环使用。
2.主要缺点
工艺流程长,甲醇有毒;投资大,低温材料可能要引进;大型的装置要引进进口工艺技术。
五、低温甲醇洗装置的运行
1.低温甲醇洗装置的开车
(1)开车条件及准备工作
①甲醇系统各项检修项目按计划检修完毕。
②各机泵的电机单体试车合格,与机泵已对中连接好。
③空分装置已开车正常,外送合格氮气、仪表风、工厂风,且保证正常用量。
④各仪表安装正确,调试合格(最终调试的除外)。
⑤循环水已送入界区内,各换热器进出口阀全部打开。
⑥公用工程已送出合格锅炉给水、除盐水。
⑦煤气化装置、污水处理装置具备接受处理污水的条件。
⑧锅炉厂开车正常,已具备外送高、中、低压蒸汽条件。
⑨确认所有盲板、阀门均处于正确位置。
(2)系统充压
按照系统进行分别充压。 利用高、低压氮气充压,塔的充压速度按照1MPa/min的速率充到正常或接近正常操作压力。 该充压也有助于将调节阀、下游泵保持在操作范围之内。泵初次在甲醇环境中使用之前,应处于关闭位置和手动模式下。
(3)系统进甲醇
由甲醇罐区向塔内充甲醇,并通过调节阀建立甲醇在各个设备内的液位。
(4)建立主循环回路甲醇循环
在确认各塔、换热器液位建立后,开启甲醇主循环回路上的泵和阀门建立甲醇循环。 甲醇循环后温度不能超过50℃,在达到45℃之前氨蒸发器必须投运,以防保冷材料熔化。 甲醇循环后将各回路的循环量调整在设计值的50%。 泵的操作按照泵的操作规程进行,不允许泵干运转,流量不能小于泵的最小流量。 现场要检查各泵的运行情况,备用泵应处于备用状态。
(5)投用冷却器的冷却水
打开换热器冷却水回水管线(或设备上)的排气阀,打开冷却水进口阀门,充液排气后关闭排气阀,打开冷却水回水阀,关冷却水旁路阀,用回水阀控制水量和温度。
(6)投用氨冷器
甲醇流量提高到正常流量的60%以后,投用氨冷却器,控制系统的降温速度在1~2℃/h。
(7)投用甲醇热再生塔
(8)投用甲醇—水分离塔
通常甲醇会从水循环中收集留在系统中的水。 这样会导致甲醇中的水含量升高至超过规定的最高限1%。 超过的水应在引入原料气之前除去。 因此甲醇水塔必须在甲醇循环建立之后和引入原料气之前开车。
(9)导入原料气
①现场缓慢开启原料气进口阀的旁路阀进行充压,压力平衡后,开启原料气进口大阀,关闭旁路阀。
②控制系统压力,关闭管线上的氮气充压阀,把原料气缓慢引入低温甲醇洗装置。
③系统引入煤气后,系统引入气提氮气。
④导气后,控制室人员及时调整甲醇循环量。
⑤导气后,密切注意各点温度变化,及时调整各氨冷器的液位。
⑥当T2、T3、T4压力达到正常后,现场人员关闭手动充氮阀。
⑦分析净化气中的H2S和CO2含量,合格后,外送净化气到合成装置。
⑧克劳斯气的送出:开启克劳斯气浓缩管线上阀门将H2S气体送入克劳斯硫回收工段,并调整其流量在正常范围内。
⑨循环气的送出:确认闪蒸气压力稳定,缓慢开启入口阀,把循环气引入压缩机。
2.低温甲醇洗装置的停车
低温甲醇洗装置正常停车时,系统内的甲醇应保持较低的量。 部分排出的甲醇应是贫甲醇且无气体存在。 因此,在完成停产前应尽量降低收液槽液位,同时把不纯甲醇储存在地下排液罐中;如有必要,应安排临时设施来贮存甲醇。
(1)计划停车程序
①通知调度,低温甲醇洗后系统做停车准备。
②系统逐渐减少负荷,逐渐关小原料气流量泵直至煤气流量为零。
③现场关闭管线上粗煤气入口截止阀,关闭管线上净化气出口截止阀。
④关停循环气压缩机,停止向硫回收装置送克劳斯气。
⑤当粗煤气退出,向压缩机充低压N2维持循环并进行再生。
⑥停喷淋甲醇,关锅炉水。
⑦低温甲醇洗装置保持循环再生4~6h。
⑧关闭各氨蒸发器液位调节阀及前截止阀。
⑨停甲醇循环:按程序停泵。 停车要求控制好各塔、各容器的液位。 各循环回路停车要逐步进行,防止甲醇带出系统。
⑩停气提氮,停高压氮和低压氮。
◈1把各台再沸器蒸汽阀关闭后,关闭疏水器后截止阀,打开阀前导淋排净冷凝液。
◈12如果设备需要检修,需排净内部的甲醇时,除卸压隔离外,抽取各设备底部导淋盲板,逐一打开排放阀排放甲醇至地下槽。
◈13确认系统甲醇排净后,在交付检修前对系统进行水冲洗及水循环和N2置换干燥;必要时用工厂空气将N2置换,使O2含量在20%以上,方可进入设备内检修。
(2)短期停车
短期停车需要维持甲醇循环,可以按照计划停车步骤1~8来进行。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











