



【摘要】:为使两节圆筒易于获得同轴度和便于装配中翻转,装配前两圆筒节应分别进行矫正,使其圆度等符合技术要求。对于一些直径大而长度不太大的容器,可采用立装方法,见图10-44。其优点是可以克服由于自重而引起的变形。然后将另一节圆筒吊上,用螺旋压马和焊在两节圆筒上的若干个螺旋拉紧器拉紧,进行初步定位。然后检验两节圆筒的同轴度并校正,检查环缝接口情况并将其调至合格后进行定位焊。
六、容器的装配
圆筒节对接装配的要点,在于使对接环缝和两节圆筒的同轴度误差都符合技术要求。为使两节圆筒易于获得同轴度和便于装配中翻转,装配前两圆筒节应分别进行矫正,使其圆度等符合技术要求。为防止筒体椭圆变形,可以在筒体内使用径向推撑器撑圆(图10-41)。
缝隙和高低不平的地方用工具调整。调整好后用定位焊焊住。拼接圆筒的工具如图10-42所示。

图10-41 用径向推撑器装配筒体

图10-42 拼接圆筒的工具
筒体装配分卧装和立装两类:卧装方法是在装配胎架上进行,图10-43(a)和图10-43(b)为筒体在滚轮架和辊筒架上装配;筒体直径很小时,也可以在槽钢或型钢架上进行,见图10-43(c)。
对接装配时,将两圆筒置于胎架上紧靠或按要求留出焊缝间隙,然后采用测量圆筒同轴度的方法,校正两节圆筒的同轴度,校正合格后施行定位焊。
对于一些直径大而长度不太大的容器,可采用立装方法,见图10-44。其优点是可以克服由于自重而引起的变形。

图10-43 筒体卧装
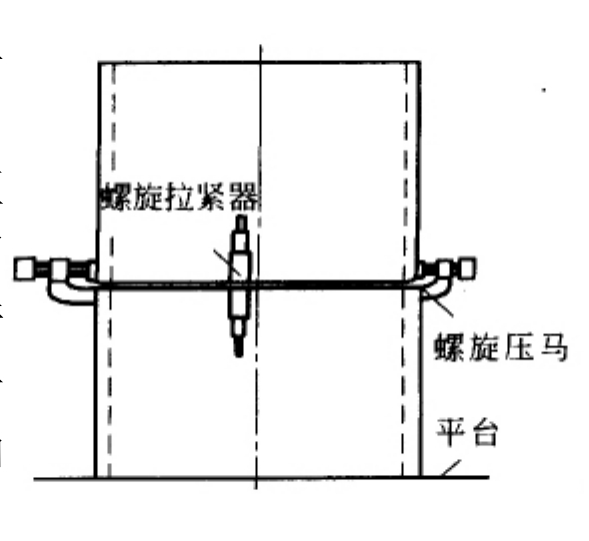
图10-44 圆筒立装
立装时先将一节圆筒放在平台或水平基础上,并找好水平在靠近上口处焊上若干个螺旋压马。然后将另一节圆筒吊上,用螺旋压马和焊在两节圆筒上的若干个螺旋拉紧器拉紧,进行初步定位。然后检验两节圆筒的同轴度并校正,检查环缝接口情况并将其调至合格后进行定位焊。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










