



一、气割的基本原理
氧气切割简称气割,也称火焰切割,气割原理见图4-9。钢材的气割是利用气体火焰(称预热火焰),将钢材表层加热到能够在氧气流中燃烧的温度(即燃点),然后送进高纯度、高流速的切割氧,使钢中的铁在氧氛围中燃烧,生成氧化铁熔渣,同时放出大量的热,借助这些燃烧热和熔渣不断加热钢材的下层和切口前缘,使之也达到燃点,直至底部,与此同时,切割氧流把氧化铁熔渣吹除,从而形成切口,将钢材割开。
气割的实质是被切割材料在纯氧中燃烧的过程。钢材气割时,铁与氧的反应都是放热反应,有以下几种形式:
Fe+0.5O2=FeO+267.8kJ
2Fe+1.5O2=Fe2O3+823.4kJ
3Fe+2O2=Fe3O4+1120.5kJ
整个气割过程可以分为有关联的四个阶段:起割点处的金属表面用预热火焰加热到燃点,并在切割氧气中开始燃烧反应;燃烧反应开始向金属下层传播;排除燃烧反应生成的熔渣,沿厚度方向割开金属;利用熔渣和预热火焰的热量,将切口前沿的金属上层加热到燃点,使之继续与氧产生燃烧反应。上述过程不断重复,金属切割就连续地进行。
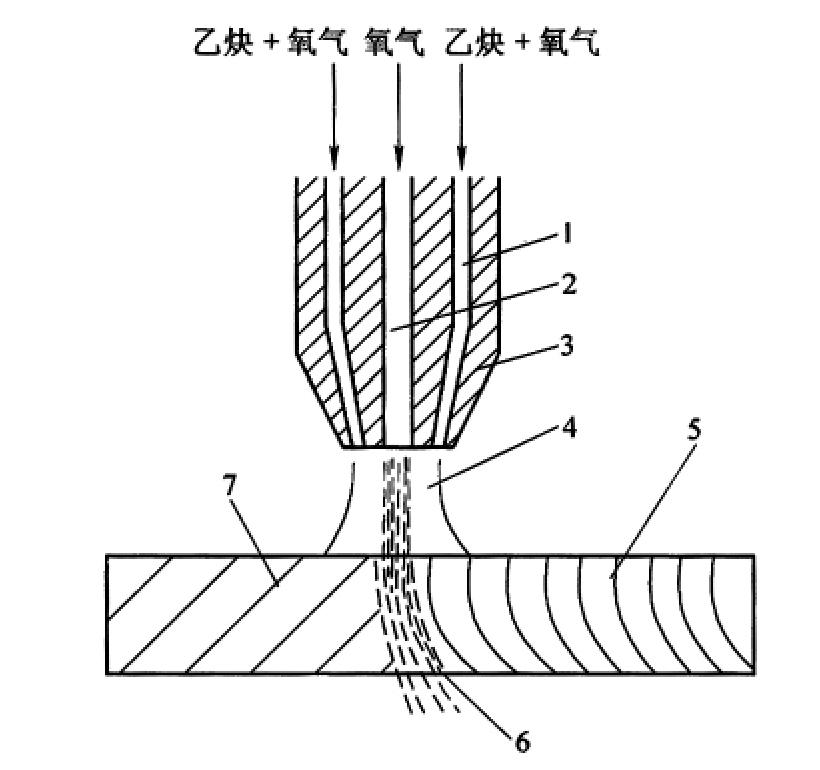
图4-9 金属气割原理示意图
1.混合气体通道 2.切割氧通道 3.割嘴 4.预热火焰 5.切割纹道 6.氧化铁渣 7.割件
金属材料能否进行切割取决于下列条件。
①金属在氧气中的燃点应低于熔点,这是气割过程正常进行的最基本点。如低碳钢在氧气中的燃点约为1350℃,而其熔点约为1530℃,完全满足这个条件,所以,低碳钢具有良好的气割性能,而高碳钢、铸铁等不能满足这一条件,故不能很好地切割。其他不能切割的材料还有不锈钢、铝、铜等,对于这些材料,可用等离子弧切割。
②当金属在氧气中剧烈地燃烧时,其生成的金属氧化物熔点应比金属本身的熔点低,这样,氧化物的熔渣具有一定的流动性,便于高压氧气流从割缝中将熔渣吹掉。如果金属氧化物的熔点高,则被切割金属表面高熔点的金属氧化物会阻碍下层金属与切割氧气流接触,使气割发生困难,如铬不锈钢、铝、铜等材料,采用气割有困难,甚至不能切割。
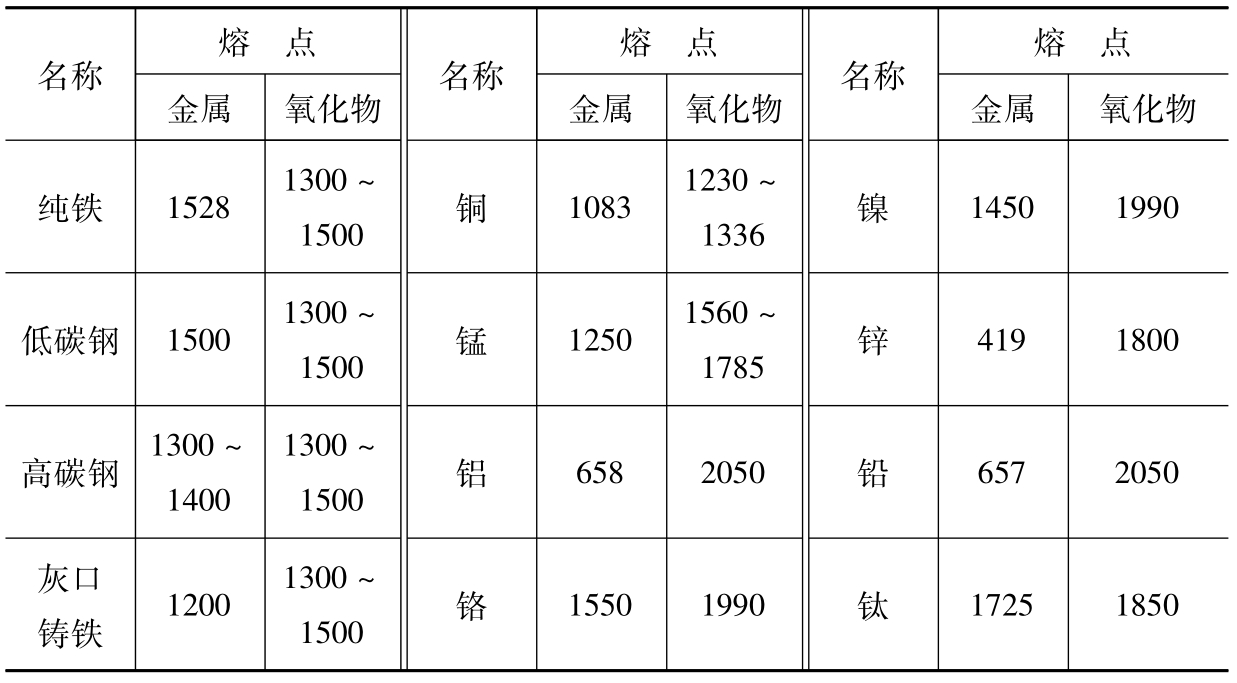
常见金属及其氧化物的熔点见表4-1。
表4-1 常见金属及其氧化物的熔点 (℃)
③金属在氧气中燃烧所产生的热量应大于金属本身所传导出去的热量,这样,才可保持切割口处的温度。如果被切割金属导热性太高,则预热焰及气割过程中氧化物所供给的热量被散失,使气割处温度急剧下降而低于金属燃点,切割不能进行。如铜、铝等材料,其导热性较高,是不能气割的主要原因之一。对于这些不能气割的材料,可以采用等离子弧切割。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。












