



子任务一 中厚板气割
目标要求
1.熟悉气割设备、辅助工具及其使用方法。
2.熟知割炬和割嘴号码的选择(应与钢板厚度相适应),学会调整合适的气割参数。
3.掌握中厚板直线、圆及曲线气割的操作技能。
一、任务
任务单如图2.1所示。
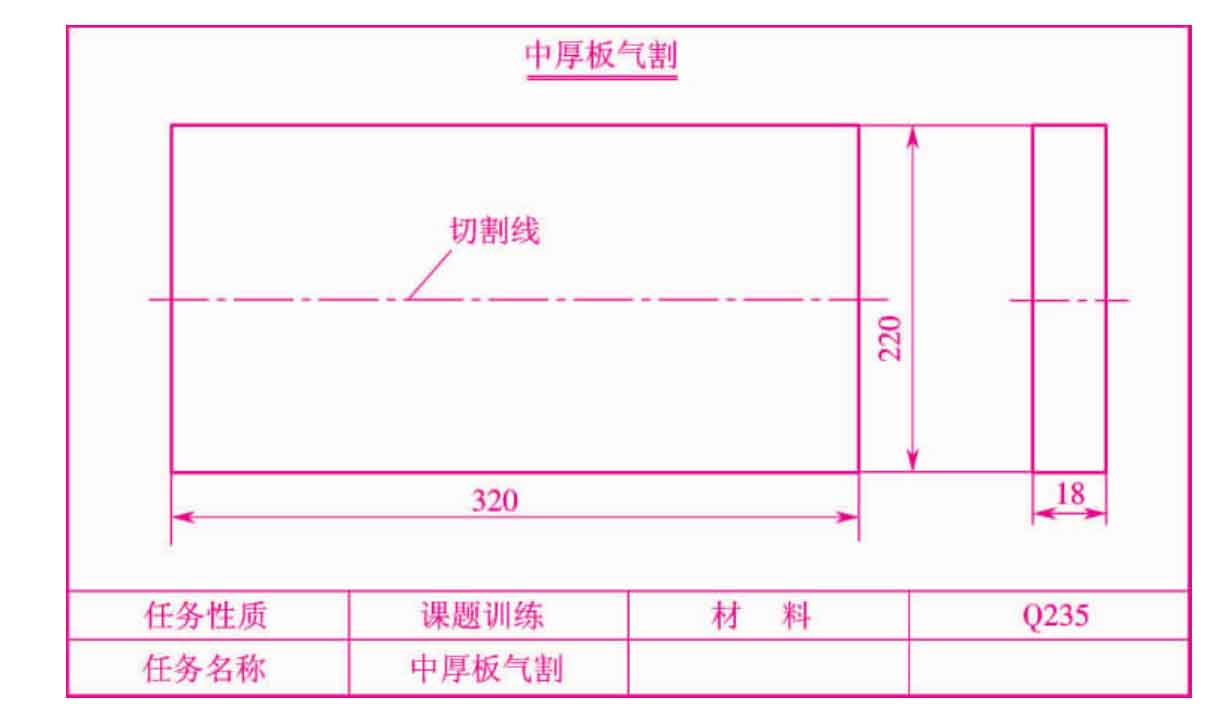
图2.1
二、任务准备
(1)设备和工具:乙炔气瓶、氧气瓶、乙炔及氧气减压器、射吸式割炬及气割用胶管。
(2)辅助器具:通针、火柴或打火枪、小锤、钢丝钳等。
(3)实习割件:Q235钢板,规格为320mm×220mm×18mm。
(4)防护用品:气焊眼镜、工作服、皮手套、胶鞋、口罩、护脚等。
三、任务相关知识
气割是利用可燃气体的预热火焰在工件表面加热,待达到一定温度后喷出氧气流,使钢材燃烧并放出热量,从而达到切割目的的一种切割方法。气割是预热—燃烧—吹渣三个过程的结果,气割的过程见图2.2。
1.金属气割条件
(1)金属的燃点应低于金属自身的熔点。
(2)金属氧化物的熔点应低于气割金属的熔点,且流动性好。
(3)金属在氧气流中燃烧时能释放出较多的热量。
(4)金属的导热性不能太高。
(5)金属中阻碍气割过程和提高钢的可淬性的杂质要少。
2.气割设备、工具、辅助用具和防护用品
(1)气割设备。气割设备有氧气瓶和乙炔瓶。
①氧气瓶是储存和运输氧气的高压容器(容量为40L),见图2.3。瓶体外表涂天蓝色漆,并用黑漆写上“氧气”字样,工作压力为15MPa。

图2.2

图2.3
1—瓶底;2—瓶体;3—瓶箍; 4—瓶阀;5—瓶帽;6—瓶头
②乙炔瓶是储存和运输乙炔的容器,见图2.4,其外表涂白色,并用红漆写上“乙炔”字样。

图2.4
1—瓶口;2—瓶帽;3—瓶阀;4—石棉;5—瓶体; 6—多孔性填料;7—瓶座;8—瓶底

图2.5
1—减压表;2—高压表;3—外壳;4—调压螺丝; 5—进气接头;6—出气接头
(2)气割工具。气割工具有减压器,割炬和回火保险器。
①氧气瓶和乙炔瓶都需要安装减压器,减压器起减压和稳压作用。图2.5所示为QD-1型单级反作用式氧气减压器,图2.6所示为带夹环的乙炔减压器。

图2.6
1—固定螺丝;2—夹环;3—连接管;4—乙炔减压器
②割炬是手工气割的主要工具。图2.7所示为射吸式割炬的构造。按可燃气体与氧的混合方式不同,割炬分为射吸式和等压式两种,以射吸式割炬使用较多;按用途不同,割炬可分为普通割炬、重型割炬、焊割两用割炬。普通割炬有G01—30、G01—100、G01—300和GDI—100等型号,前三种为射吸式,后一种为等压式。割嘴的构造与焊嘴不同,图2.8所示焊嘴上喷孔是小圆孔,气焊火焰呈圆锥形;而射吸式割炬的割嘴,混合气体的喷射孔有环形和梅花形两种。

图2.7
1—割嘴;2—切割氧管;3—切割氧调节阀;4—氧气管接头;5—乙炔管接头;6—乙炔调节阀; 7—手柄;8—预热氧调节阀;9—主体;10—氧气阀针;11—喷嘴; 12—射吸管螺母;13—射吸管;14—混合管;15—乙炔阀针

图2.8
(a)焊嘴;(b)环形割嘴;(c)梅花形割嘴
③回火保险器是装在乙炔表和割炬(焊炬)之间、防止气体火焰向瓶内回火的保险装置,另外它还可以对乙炔过滤,提高其纯度。
(3)辅助用品。保护用品。
3.气割工艺参数
(1)割嘴型号与切割氧压力、割件厚度、氧气纯度有关。被割的割件越厚,割嘴号码相应增大,同时要选择相应大的切割氧压力;反之,应减小割嘴号码和切割氧压力,氧气纯度越低,金属氧化速度减慢,气割时间增加,氧气消耗量也增大。
(2)切割速度主要决定于切割件的厚度,厚度越大,割速越慢,反之则越快。割速太慢,会使割口边缘不齐,甚至产生局部熔化现象,割后清理困难;割速太快,则会造成后拖量大,并使切口不光滑,导致割不透的情况发生。所谓后拖量是指切割氧流轨迹的始、终点在水平方向上的距离,见图2.9。

图2.9
(3)预热火焰能率以可燃气体每小时的消耗量(L/h)表示。预热火焰能率与割件厚度有关,割件越厚,火焰能率就越大。火焰能率太小,使切割速度减慢,甚至发生切割困难;火焰能率太大,不仅造成浪费,而且也会造成割件表面熔化及背面黏渣的现象。
(4)割嘴和割件间的倾角如图2.10所示,倾角的大小随割件的厚度而定,其规律见表2.1。

图2.10
1—厚度小于10mm;2—厚度大于10mm
表2.1 气割倾角大小随割件厚度变化情况

(5)割嘴离割件表面距离一般为3~5mm,但随着割件厚度的变化而变化。当气割20mm左右的中厚钢板时,火焰要长些;气割20mm以上的厚钢板时,预热火焰应短些。预热火焰的长短如有变化,割嘴离割件的表面距离也应略有变化,以便更好地保证气割质量。
四、任务实施
1.熟悉图样并画线
清理割件的表面污物及铁锈,按图样要求画出切割线。
2.调节火焰
安装好气割设备及割炬后调节火焰至中性焰,并调整风线的挺直度。
3.确定气割顺序
先割直线,后割圆及曲线。
4.放置割件
将割件下面用耐火砖垫空,以便排放熔渣。避免将割件直接放在水泥地上进行气割。
5.预热
割前,应先预热起割端的棱角处,当金属预热到低于熔点的红热状态时,割嘴向切割的反方向倾斜一点,然后打开切割氧阀门,待工件全部割透以后,使割嘴恢复正常位置。
6.正常气割
起割后,即进入正常的气割阶段,为了保证割缝质量,切割速度要均匀,这是整个切割过程的关键。为此,割炬运行要均匀,割嘴与工件的距离要求尽量保持不变。为了使切割后的切缝与切割线符合,切割时切缝的前端与割线固定在一个点上相交移动。
7.停割
气割过程临近终点时,割嘴应沿气割方向略向后倾斜一个角度,以便使钢板的下部提前割透,使割缝在收尾处较整齐。停割后要仔细清除割口周边上的挂渣,以便于以后的加工。
8.切割后检查气割质量
割缝的位置要准确,无明显挂渣、塌角等缺陷,且切割面应垂直(割纹较均匀)。
五、任务分配
割件:Q235钢板,规格为320mm×220mm×18mm。按图2.1要求练习。
单件工时:12min。
六、任务检测与评价

七、任务总结(任务质量分析)
切割过程中有时因为割嘴过热或飞溅物将割嘴堵塞,因而发生回火(火焰突然熄灭)并在混合室内出现“嘶、嘶、嘶”的响声。遇到这种情况,应立即关闭切割氧气阀,与此同时,还要迅速关闭乙炔阀,随后将预热氧气调节阀关闭,使回火熄灭。待割嘴冷却后,用透针将割嘴端头的飞溅物清除,还要重新检查割炬的射吸力,然后再点火切割。在移动位置重新切割时,要在原来的停割处进行预热,然后对准原割缝开启切割氧气,继续进行切割。乙炔瓶、氧气瓶距离割炬或其他火源不得小于10m;两瓶之间的距离不得小于3m,气割时既要防止烧伤、烫伤自己,也要注意保护他人安全;室外操作遇有大风时,要注意挡风,操作者要注意站立位置,避开熔渣飞出方向;空油桶、空沥青桶等未经严格清洗之前禁止进行气割;气割工作完毕后,按规定及时清理场地。气割中厚板时,关键在于操作姿势和割炬的火焰调节。
1.操作姿势
双脚成“八”字形蹲在割件的一旁,右臂靠住右膝盖,左臂悬空在两脚中间。右手握住割炬手把,用右手拇指和食指靠在手把下面的预热氧气调节阀,以便随时调节预热火焰(一旦发生回火,能及时切断氧气),左手的拇指和食指把住切割氧气阀开关,其余三指则平稳地托住割炬混合室,双手进行配合,掌握切割方向。进行切割时,上身不能弯得太低,要注意平稳地呼吸,眼睛注视割嘴和割线,以保证割缝平直。
2.火焰调节
点火后的火焰应为中性焰(氧与乙炔的混合比为1.1~1.2),焰芯长度调节到焰芯直径的3倍为宜。氧化焰(氧与乙炔的混合比大于1.2)及碳化焰(氧与乙炔的混合比小于1.1)均不宜使用(会使切口失去棱角或增碳,并影响到风线的清晰程度,进而影响切割质量)。
在同一割件上既有直线又有曲线,则先割直线后割曲线。同一割件上有边缘切割线还有内部切割线时,则先割边缘后割中间。由割线围成的同一图形中既有大块,又有小块和孔时,应先割小块,后割大块,最后割孔。同一割件上有垂直形割缝时,应先割底边,后割垂直边;同一割件上有直缝,且直缝上又需开槽时,则先割直线后割槽;割圆弧时,先定好圆心,割时应保持圆心不动;割件断开的位置最后切割,此时操作者要特别小心,注意安全。
八、复习思考题
(1)气割前为什么要对割件进行表面清理?
(2)气割主要有哪些工艺参数?
(3)金属用氧乙炔焰气割的条件是什么?
(4)简述中厚板直线气割正确操作的过程。
(5)气割时要注意哪些安全问题?
(6)通过实际操作练习,总结掌握气割技术的方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










