



【摘要】:因为带有台阶的凸模,其台阶部分会阻碍砂轮进刀,使得磨削型面困难。因此,采用成型磨削时,凸模应设计为直通形式。凹模必须设计为镶拼结构,以便使内型表面成为外型表面,从而能进行成型磨削。在采用镶拼结构时,应考虑尽可能按对称线分开,如图3-24所示,以便一次磨出两个对称零件。圆形部分应整体磨削,如图3-24所示,不宜分开。
3.1.4 成型磨削对模具结构的要求
1.凸模结构
凸模应设计为直通形式,如图3-22所示。因为带有台阶的凸模,其台阶部分会阻碍砂轮进刀,使得磨削型面困难。因此,采用成型磨削时,凸模应设计为直通形式。
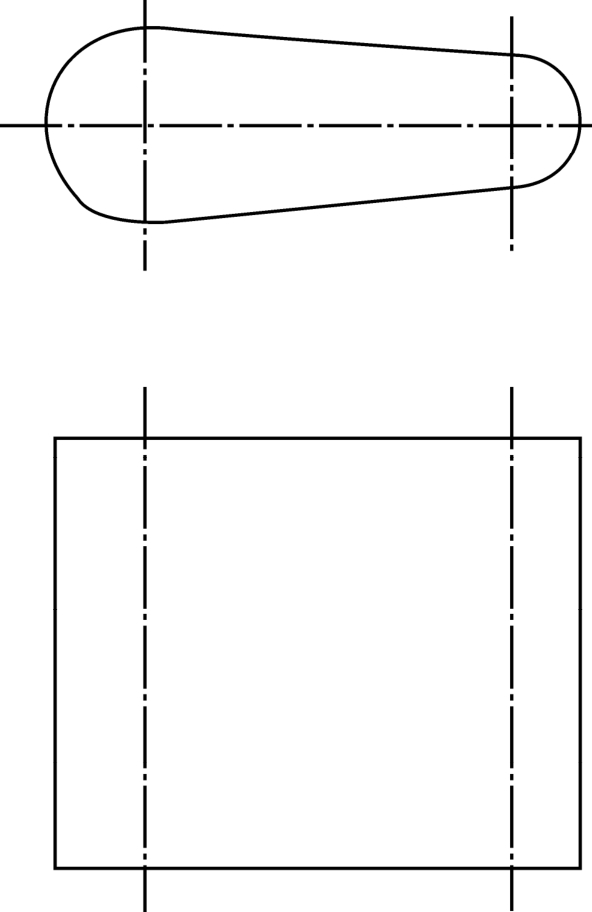
图3-22 直通式凸模
当凸模形状复杂或砂轮无法进入被加工区进行加工时,可将凸模设计为镶拼式凸模,如图3-23所示。
2.凹模结构
凹模必须设计为镶拼结构,以便使内型表面成为外型表面,从而能进行成型磨削。在采用镶拼结构时,应考虑尽可能按对称线分开,如图3-24(a)所示,以便一次磨出两个对称零件。圆形部分应整体磨削,如图3-24(b)所示,不宜分开。
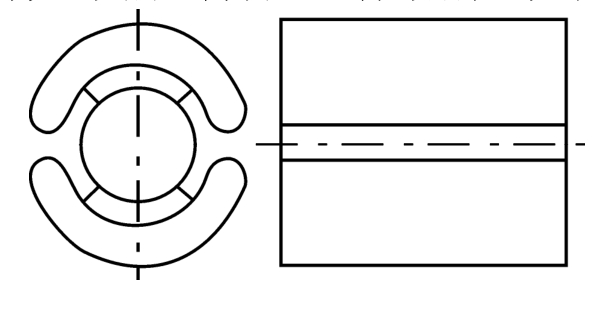
图3-23 镶拼式凸模
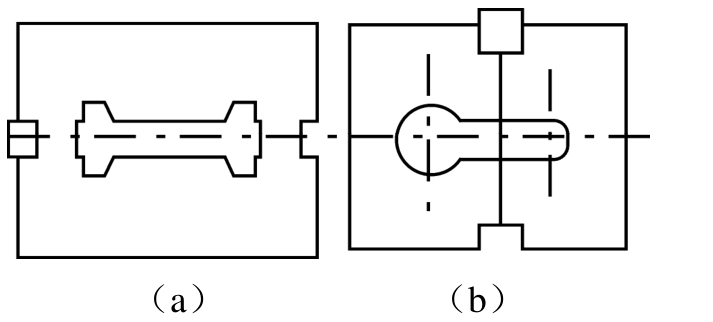
图3-24 镶拼凹模
3.设计尺寸
模具成型零件的设计尺寸,应考虑成型磨削工艺,要尽量避免造成工艺尺寸的换算困难。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











