



二、纸张交接与减速
压印滚筒叼着纸张印刷完成后,叼牙已转到压印滚筒的下方,与收纸链排上的一排叼牙相遇,在等速下完成纸张交接,将印张转交给收纸链排叼纸牙,如图7-17所示。此时链排叼纸牙处在收纸滚筒的最大半径处。
1.交接基本条件
纸张交接是收纸中的一个重要环节,纸张能否顺利交接与许多因素有关。
收纸滚筒牙排与压印滚筒叼纸牙在交接时的基本条件是如下。
①收纸牙排与压印滚筒叼纸牙的表面线速度必须相等,如果不相等易撕破纸张。
②印刷完后,纸张从压印滚筒叼纸牙交给收纸牙排叼纸牙时,两滚筒必须在切点位置交接,否则易撕破纸张。如图7-30所示,为保证相对零速交接,两滚筒叼牙交接时,其交接点应在两滚筒的连心线上。当收纸滚筒链排叼纸牙闭合后,压印滚筒与收纸滚筒两套叼牙共同控制纸张前进3~6mm后,压印滚筒叼纸牙才开牙放纸。各型胶印机收纸滚筒与压印滚筒纸张交接点如下:J2203A型、J2108A型、J2204A型和J2205型均为270°;JS2102型对开双面胶印机为55°13'33″;PD11230-01型全张双面印胶印机为58°18'。
③收纸滚筒与压印滚筒两套叼纸牙在交接时印刷品应在最后色组已完成印刷,脱离印刷的滚筒(即橡皮滚筒)。如果交接时纸张尚没有印刷完,那么纸尾就处于压印状态。此时开始收纸交接就意味着收纸滚筒上链排叼纸牙叼着印刷品,将其从橡皮滚筒上剥离下来。由于胶印油墨黏度较大,印刷品很难剥离,因此需要收纸滚筒链排叼纸牙很大的叼力。如果收纸叼纸牙叼力不够时,不足以从橡皮滚筒上把印刷品剥离下来,则收纸链排叼不住纸,印刷品就缠裹在橡皮滚筒上,产生印刷工人俗称“上楼”的故障。压印滚筒叼不住印刷品或者收纸滚筒链排叼不住纸,都可能引起这种现象。等径滚筒排列的胶印机,无论是三滚筒还是五滚筒排列的,都比较容易出现上述情况。采用如图7-31、图7-32所示的倍径压印滚筒设计,收纸滚筒的位置则使印刷品在交接时已经完全离开了压印点。
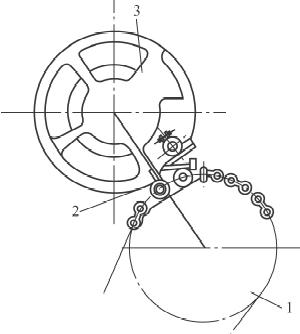
图7-30 收纸滚筒和压印滚筒的交接示意图
1-收纸滚筒;2-叼纸牙;3-压印滚筒

图7-31 高宝胶印机倍径收纸滚筒
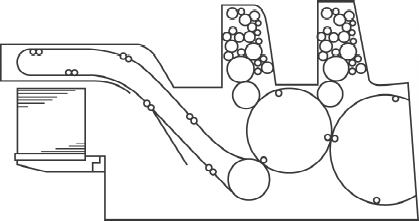
图7-32 日本秋山胶印机倍径收纸滚筒
2.纸张的第一次收纸减速
与递纸机构相反,收纸系统需要将高速运动的印张逐渐减速直至为零。不过递纸加速要求高,而收纸减速是一个相对不严格和缓慢的过程,其误差影响不大。链条减速是收纸减速的第一个过程。
收纸滚筒的作用是使收纸链排能顺利地将纸张从压印滚筒上取下来。收纸滚筒本身只起辅助作用,取纸主要靠收纸链排和链排运行的滑道。圆形滑道使链排由平移变为转动,由于链排牙垫的表面比链条表面高一些,如图7-30所示,因而在圆形滑道上牙垫表面的线速度要比链条的速度高,此时牙垫表面的速度刚好和压印滚筒上牙垫的线速度一致,从而可实现两套牙排之间纸张的顺利交接。同样,当链排由转动变为平移时,牙垫表面的线速度又和链条的速度一样。这样,收纸链排取纸后,由转动到平移的过程起到了降速的作用。不同机器上链排降速比的大小不一样,一般链条降速比应在20%左右。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











