



【摘要】:当零件要求精度高、表面粗糙度小时,往往还要进行研磨、超级光磨等光整加工。表7-1所示为外圆表面加工方案,它可作为拟定加工方案的依据和参考。选择外圆表面的加工方法,应根据表面的精度和表面粗糙度、工件材料和热处理要求以及批量的大小,有的还需考虑零件结构形状及该表面处于零件的部位。磨削是否分粗磨和精磨,取决于精度和表面粗糙度的要求。
7.1.3 外圆加工方案的制订
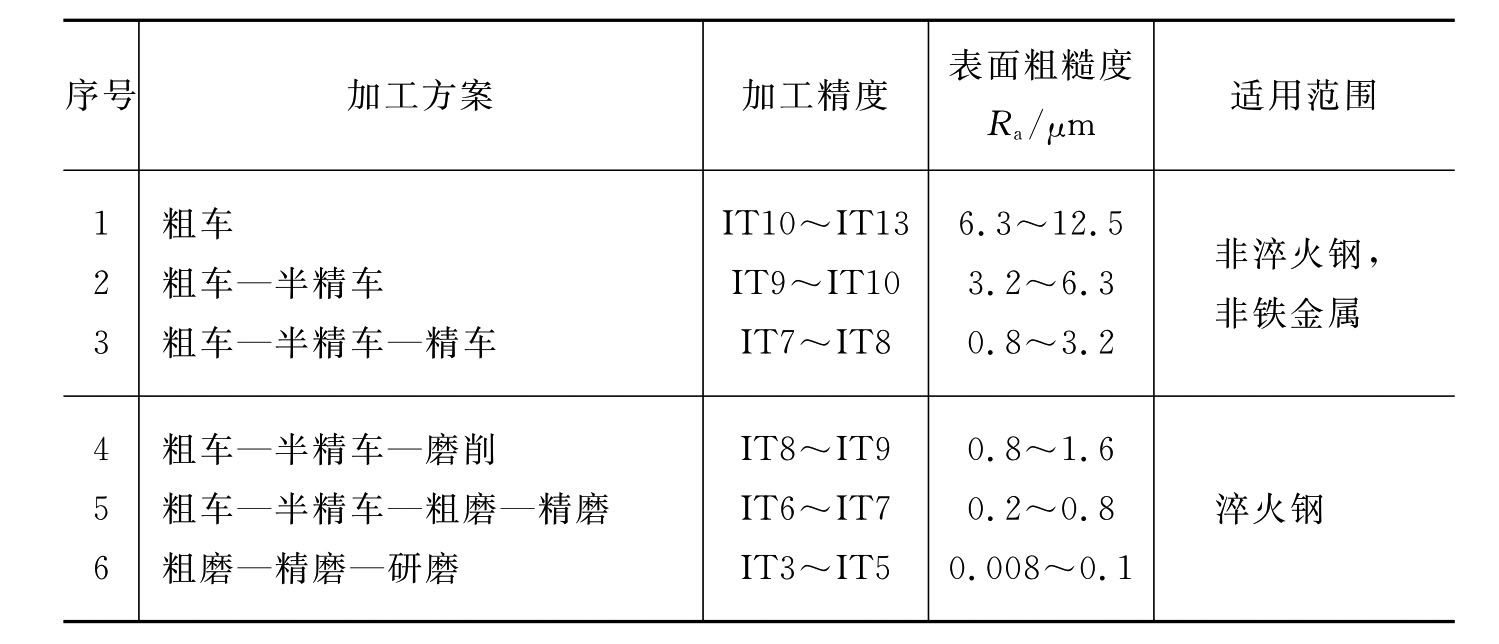
对于一般钢铁零件,外圆面加工的主要方法是车削和磨削。当零件要求精度高、表面粗糙度小时,往往还要进行研磨、超级光磨等光整加工。对于塑性较大的非铁金属(如铜、铝合金等)零件,由于其精加工不宜用磨削,故常采用精细车削。表7-1所示为外圆表面加工方案,它可作为拟定加工方案的依据和参考。
表7-1 外圆表面加工方案
选择外圆表面的加工方法,应根据表面的精度和表面粗糙度、工件材料和热处理要求以及批量的大小,有的还需考虑零件结构形状及该表面处于零件的部位。
(1)粗车 粗车主要作为外圆表面的预加工。
(2)粗车—半精车 粗车—半精车用于各类零件上不重要的配合表面或非配合表面,也可作为磨削前的预加工。
(3)粗车—半精车—精车 粗车—半精车—精车主要用于以下情况:
1)加工非铁金属件;
2)加工盘套类零件的外圆;
3)加工短轴销的外圆;
4)加工外圆磨床上难以装夹和磨削零件的外圆。
(4)粗车—半精车—磨削 粗车—半精车—磨削主要用来加工精度较高以及需要淬火的轴类和盘套类零件的外圆。磨削是否分粗磨和精磨,取决于精度和表面粗糙度的要求。
(5)粗磨—精磨—研磨 粗磨—精磨—研磨主要用于精度很高和表面粗糙度很小的淬硬件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









