



7.5.1 采用工艺措施缩短工艺时间
1.缩短基本时间
基本时间t基本可按有关公式进行计算。以车削为例:
![]()
式中 L——切削长度,mm;
d——切削直径,mm;
Z——切削余量,mm;
v——切削速度,m/min;
f——进给量,mm/r;
ap——背吃刀量,mm。
(1)提高切削用量n、f、ap。增加切削用量将会使基本时间减小,但会增加切削力、切削热和工艺系统的变形及刀具磨损等。因此,必须在保证质量的前提下采用大的切削用量。
要采用大的切削用量,关键要提高机床的承受能力,特别是刀具的耐用度。要求机床刚度好、功率大,要采用优质的刀具材料,如陶瓷车刀的切削速度可达500m/min,聚晶氮化硼刀具的切削速度可达900m/min,能加工淬硬钢。
(2)减小切削长度。在切削加工时采用多刀或复合刀具对工件的同一表面或几个表面同时进行加工,减少基本时间。如图7-27(a)所示为采用三把刀具同时切削同一表面,切削行程约为工件长度的1/3;如图7-27(b)所示为合并走刀,用三把刀具一次性完成三次走刀,切削行程约可减少2/3;
如图7-27(c)所示为复合工步加工,也可大大减少切削行程长度。
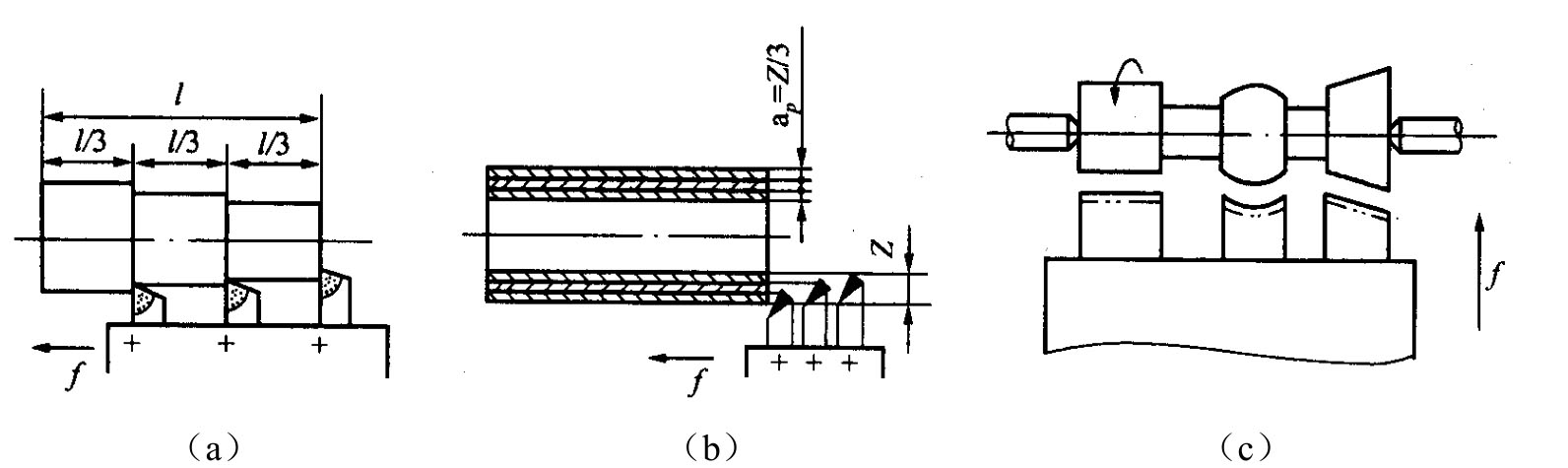
图7-27 采用多刀加工减小切削行程长度
(3)采用多件加工。多件加工通常有顺序多件加工、平行多件加工和平行顺序多件加工三种方式。
如图7-28(a)所示为顺序多件加工,这样可减少刀具的切入和切出长度。这种方式多见于龙门刨床、镗床及滚齿加工中。
如图7-28(b)所示为平行多件加工,一次走刀可同时加工几个零件,所需基本时间与加工一个零件时间相同。这种方式常用在铣床和平面磨床上。
如图7-28(c)所示为平行顺序多件加工,这种加工方式能非常显著地减少基本时间。常见于立轴式平面磨床和铣削加工中。
2.缩短辅助时间
缩短辅助时间的方法主要是要实现机械化和自动化,或使辅助时间与基本时间重合。具体措施有:
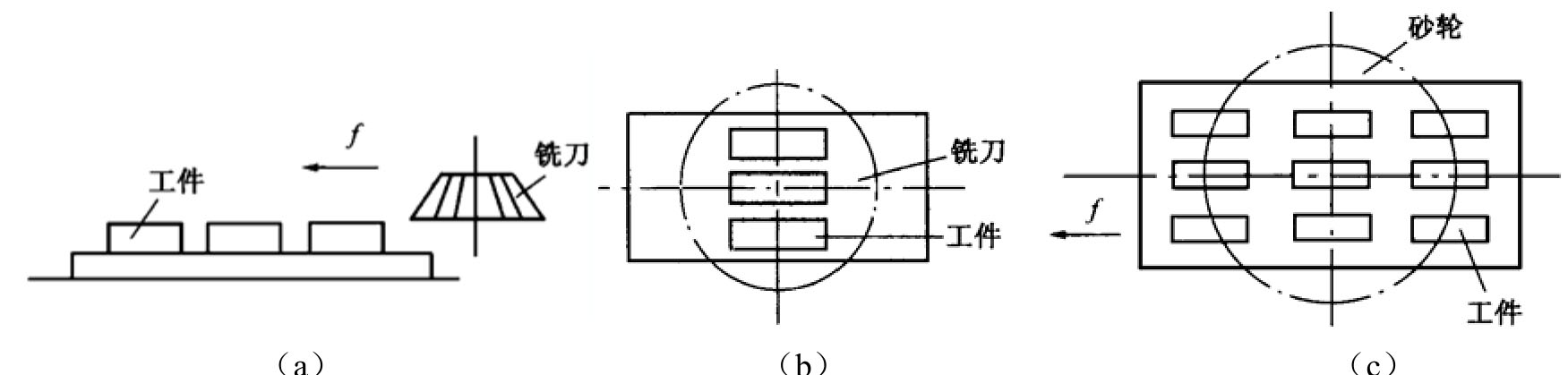
图7-28 采用多件加工减少切削行程长度
(1)采用先进、高效的夹具,直接减少辅助时间。在大批大量生产时,采用高效的气动或液压夹具、自动测量装置等使辅助动作实现机械化和自动化;在单件小批生产和成批生产时,采用组合夹具或成组夹具都将减少装卸工件的时间。
(2)采用多工位连续加工,使辅助时间和基本时间重合。当采用回转工作台和转位夹具时,能在不影响切削的情况下装卸工件,使辅助时间与基本时间重合。如图7-29所示为双工位转位夹具。
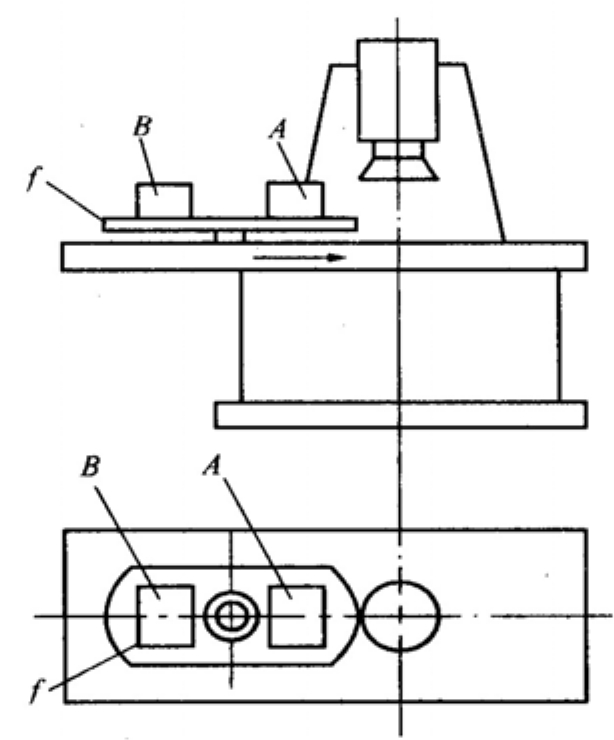
图7-29 双工位转位夹具
(3)采用主动检验或数字显示自动测量装置,可以大大减少停机测量时间。
(4)采用两个相同夹具交替工作的方法。当一个夹具安装好工件在进行加工时,另一个夹具同时进行工件的装卸,这样可以使辅助时间与基本时间重合。
3.缩短布置工作地时间
采用各种快速换刀、自动换刀、对刀装置来减少换刀和调刀时间,采用耐用度高的刀具或砂轮来减少换刀次数均可缩短布置工作地时间。在实际应用中使用不重磨刀具、专用对刀样板、自动换刀装置等。
4.缩短准备和终结时间
中、小批生产中,由于批量小、品种多,准备终结时间在单件生产中占有较大的比重,使生产率受到限制。可以采用成组技术以及零、部件通用化、标准化、产品系列化等有效方法,扩大产品批量,缩短准备终结时间。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










