



4.2.3 切削热与切削温度
切削热是切削过程中产生的重要物理现象之一。切削过程中变形和摩擦所消耗的能量绝大部分(约98%~99%)转变成热能,称为切削热。大量的切削热使切削温度升高。切削温度能够改变工件材料的性能;改变前刀面的摩擦系数和切削力的大小;影响刀具磨损和积屑瘤的形成与消退;也影响工件的加工精度和已加工表面质量等。
1.切削热的产生与传散
切削热来自切削区域的三个变形区,即第Ⅰ变形区的切削层金属发生弹性和塑性变形产生的热(约占70%~80%),第Ⅱ变形区的刀具前刀面与切屑底部摩擦产生的热(约占20%~30%),第Ⅲ变形区的刀具后刀面与工件已加工表面摩擦产生的热(热量较少)。切削塑性材料时,切削热主要来源于金属切削层的塑性变形和切屑与刀具前刀面的摩擦。切削脆性材料时,切削热主要来源于刀具后刀面与工件的摩擦。
切削热通过切屑、工件、刀具和周围介质(空气或切削液)主要以热传导方式传散,如图4-19所示。各部分传散比例随加工类型和切削条件而异。例如,以中等速度干切削钢件时,切削热除极少部分(约1%)传给空气外,切屑带走50%~86%,传给车刀10%~40%,传给工件3%~9%。影响各部分比例的因素很多,切削速度愈高,切削层公称厚度愈大,切屑带走的热量比例也越大;工件材料的热导率越小,传给刀具的比例越大;剪切角越小,传给工件的比例愈大。
2.切削温度的分布
切削热通过切削温度影响刀具和工件。切削温度一般指刀具前刀面与切屑接触区的平均温度。实际上,切屑、刀具和工件不同部位的温度分布是不均匀的。切削塑性金属时,三者在正交平面内的切削温度分布如图4-20所示。
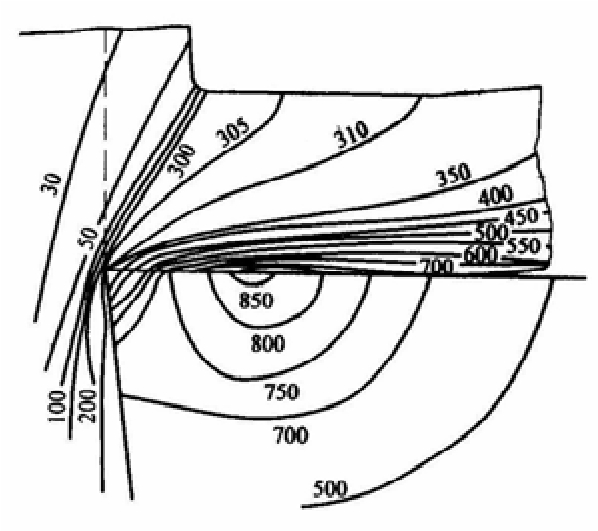
图4-19 切削热的产生与传散
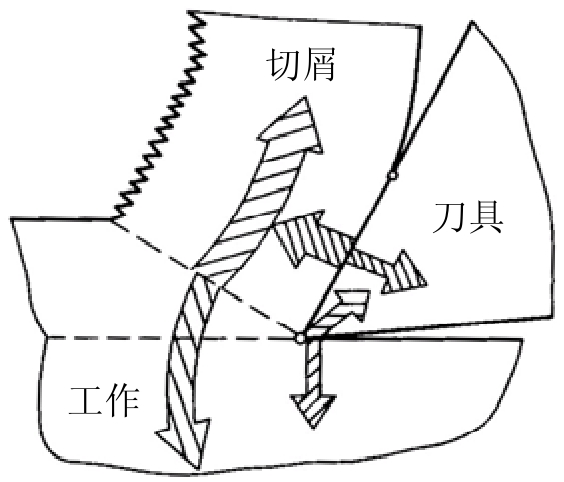
图4-20 切削变形区的温度分布
(1)剪切面上各点的温度几乎相同,说明剪切面上各点的应力应变规律基本相等。
(2)切屑沿前刀面流出时在垂直于前刀面的方向上温度变化较大,说明摩擦热集中在切屑底层。刀屑界面温度比切屑的平均温度高很多,一般约2~2.5倍。
(3)刀具前刀面和后刀面温度分布相似,各自的最高温度点都不在刀刃上,而在离刀刃一定距离处,这是摩擦热沿刀面不断增加的结果。后刀面上的最高温度比前刀面低。
(4)在已加工表面上,仅于切削刃附近很小的范围内温度较高,说明极短的时间内完成了温度的升降。
在生产中可根据切屑表面氧化膜颜色大致判断切削温度。如切削钢件,银灰色:200℃以下;淡黄色:220℃左右;深蓝色:300℃左右;淡灰色:400℃左右;紫黑色:500℃以上。
3.影响切削温度的因素
切削温度是热量产出与传散的综合结果,当产出热量超过传散热量时切削温度升高,传散热量超过产出热量时则切削温度降低。
(1)切削用量的影响。切削用量增大时,切削功率增大,产生的切削热也增多,切削温度就升高。由于切削速度、进给量和背吃刀量的变化对切削热的产生与传散的影响不同,所以对切削温度的影响也不同:切削速度增加一倍,切削温度约升高20~30%;进给量增加一倍,切削温度约升高10%;背吃刀量增加一倍,切削温度约升高3%以下。可见,切削速度对切削温度的影响最大,进给量次之,背吃刀量的影响最小。因此,为了控制切削温度,在机床刚性足够的前提下,选择较大的背吃刀量和进给量比选择较大的切削速度更有利。
(2)工件材料的影响。工件材料的强度和硬度愈高,切削力愈大,产生的热量也愈多,切削温度明显升高。工件材料的导热率越低,传热速度就越慢,切削温度也越高。例如,合金钢的强度大于碳素钢,热导率低于碳钢,在相同的切削条件下,切削温度就高些;不锈钢的强度和硬度虽然较低,但热导率较低,其切削温度比正火状态的45钢高得多。铸铁等脆性材料在切削时的塑性变形和摩擦较小,产生的热也少,切削温度比钢件低。
(3)刀具几何角度的影响。刀具的前角和主偏角对切削温度影响比较大。前角影响切削变形和摩擦,前角增大使切削变形和刀屑间的摩擦减小,因而产生的热量减少,切削温度便下降。但前角过大(γo≥20°),由于楔角βo减小后使刀具散热面积减少,切削温度反而上升。在相同的切削深度下,减小主偏角,可增加切削刃的工作长度,增大刀头的散热面积,使切削温度降低。
(4)其他因素。刀具后刀面磨损增大时,加剧了刀具与工件间的摩擦,使切削温度升高,切削速度越高,刀具磨损使切削温度的升高越明显。使用切削液能起冷却和润滑作用,可减少切削热的产生,并降低切削温度。切削液对切削温度的影响,与切削液的导热性能、比热容、流量、使用方式及本身的温度有很大的关系。水溶液、乳化液、煤油等都已在生产中被广泛应用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










