



6.3.3 切削力和切削功率
切削力是切削加工中影响零件加工质量和生产率的重要因素。同时又是设计机床、刀具和夹具的依据。
1.切削力的构成与分解
刀具切削工件时,必须克服材料的变形抗力,克服刀具与工件、切屑之间的摩擦力,这些力的总和就构成了作用在刀具上的切削合力。同样,工件上也受到一个大小相等、方向相反的切削力。为了适应设计和工艺分析的需要,一般将切削力分解为互相垂直的三个分力。以车外圆为例,分析三个分力的特点和作用(见图6-16)。
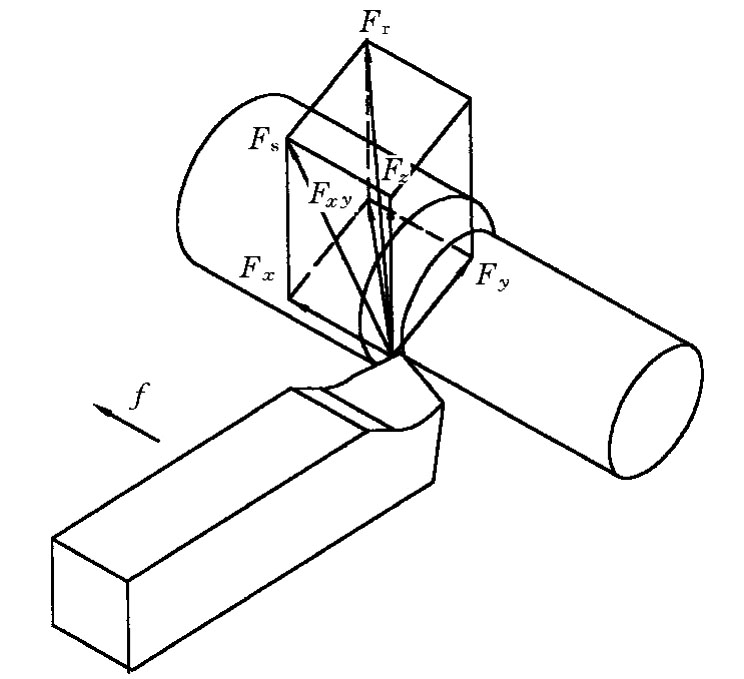
图6-16 车削外圆时力的分解
(1)主切削力 主切削力(major cutting force)Fz又称切向力,是切削速度方向的分力。它消耗功率最多(占总功率的95%左右),因此也是最大的分力。它切于加工表面并与基面垂直,是计算机床功率和主传动系统零件强度、刚度的主要依据。当切削参数选择不当,主切削力过大时,可能使刀具崩刃或发生“闷车”现象。
(2)进给力 进给力(axial thrust force)Fx又称轴向力,是进给方向的分力。它处于基面内并与工件轴线平行,与走刀方向相反,是设计、验算进给系统主要零、部件强度和刚度以及计算刀具进给功率的依据。Fx一般只消耗总功率的1%~5%。
(3)背向力 背向力(radial thrust force)Fy又称径向力,是处于基面内并与工件轴线垂直的力。它用来确定与工件加工精度有关的工件挠度、计算机床零件和刀具强度,也是使工件在切削过程中产生振动的力。
由图6-18可知,合力Fr与分力的关系为
![]()
根据实验结果,当κr=45°、λs=0、γo=15°时,Fz、Fx、Fy之间有以下近似关系:
Fy=(0.4~0.5)Fz
Fx=(0.3~0.4)Fz
代入合力与分力的关系式,得
Fr=(1.12~1.18)Fz
随着刀具几何参数、切削用量、工件材料和刀具磨损等情况的不同,Fz、Fx、Fy之间的比例可在较大的范围内变化。一般情况下,主切削力近似等于切削合力,实用中常以主切削力代替切削合力,以简化计算。
2.影响切削力的因素
影响切削力的因素很多,如工件材料、切削用量、刀具角度、切削液和刀具材料等。在一般情况下,对切削力影响较大的是工件材料和切削用量。
工件材料的强度、硬度愈高,变形抗力愈大,切削力愈大。因此,切削钢时的切削力要比切削铸铁、铜、铝时大。强度、硬度相近的材料,如塑性、韧度较大,则塑性变形及变形抗力较大,切削力也较大。例如,不锈钢1Cr18Ni9Ti与正火的中碳钢的强度和硬度基本相同,但不锈钢的塑性和韧度较高,其切削力比正火中碳钢大25%左右。
切削用量中,背吃刀量ap和进给量f是影响切削力的主要因素。ap和f增大,则切削层截面积加大,被切削的金属加多,切削力明显增大。但由于ap对变形的影响较大,所以ap的影响更明显。实验结果表明,当ap增加1倍时,切削力也增加1倍;而f增加1倍时,切削力只增加68%~86%。在切削加工中,如果从切削力和切削功率来考虑,加大进给量比加大背吃刀量有利。
切削力的大小可用经验公式进行计算。经验公式是在实验基础上综合了影响切削力的各种因素建立的。需要时可查阅《切削用量手册》或其他有关资料。
实用中,为简化计算,常用单位切削力p来计算。所谓单位切削力是指单位切削面积上的切削力,即

式中 AC——切削面积(mm2);
ap——背吃刀量(mm);
f——进给量(mm/r)。
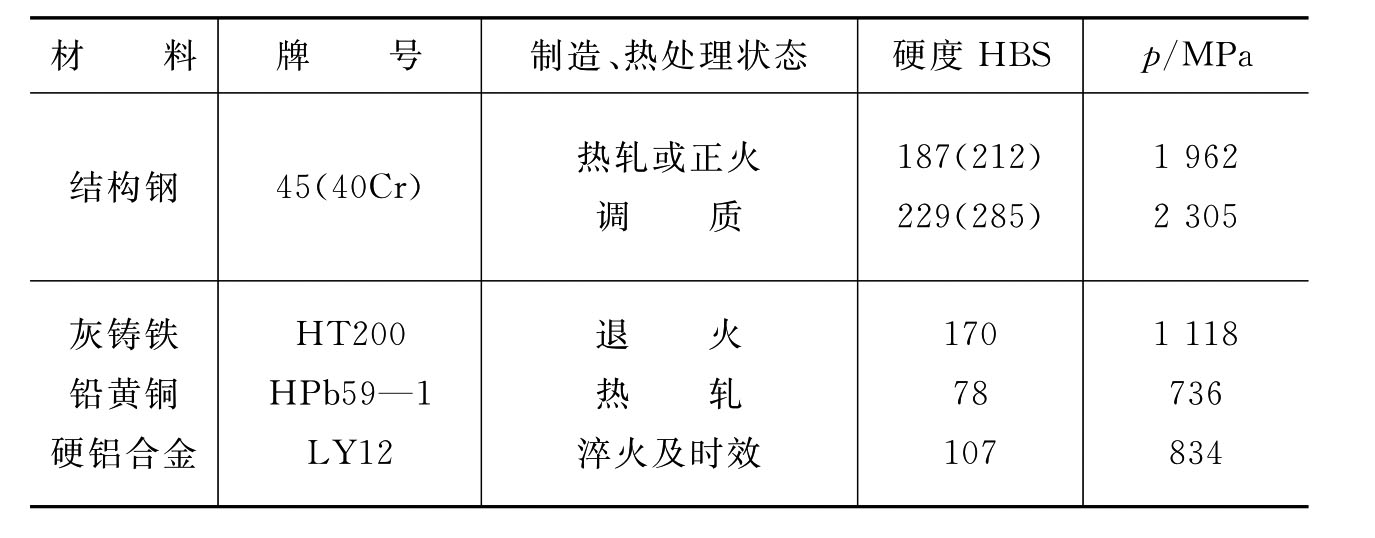
计算时,p可由查阅《切削用量手册》或其他有关资料得到。几种常用材料的p值如表6-1所示。
3.切削功率
切削时消耗的功率,应是三个分力消耗功率的总和。但在车削外圆时,Fy消耗的功率为零,Fx消耗的功率很小,可忽略不计。因此,可用下式计算切削功率:
表6-1 几种常用材料的p值
Pm=Fzv×10-3 (kW)
式中 Fz——主切削力(N);
v——切削速度(m/s)。
由上式可知,切削功率直接与切削速度v和主切削力有关,而主切削力又主要受背吃刀量ap和进给量f的影响。因此,切削用量中影响切削功率大小的顺序是v—ap—f。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











